chemical pump seal face
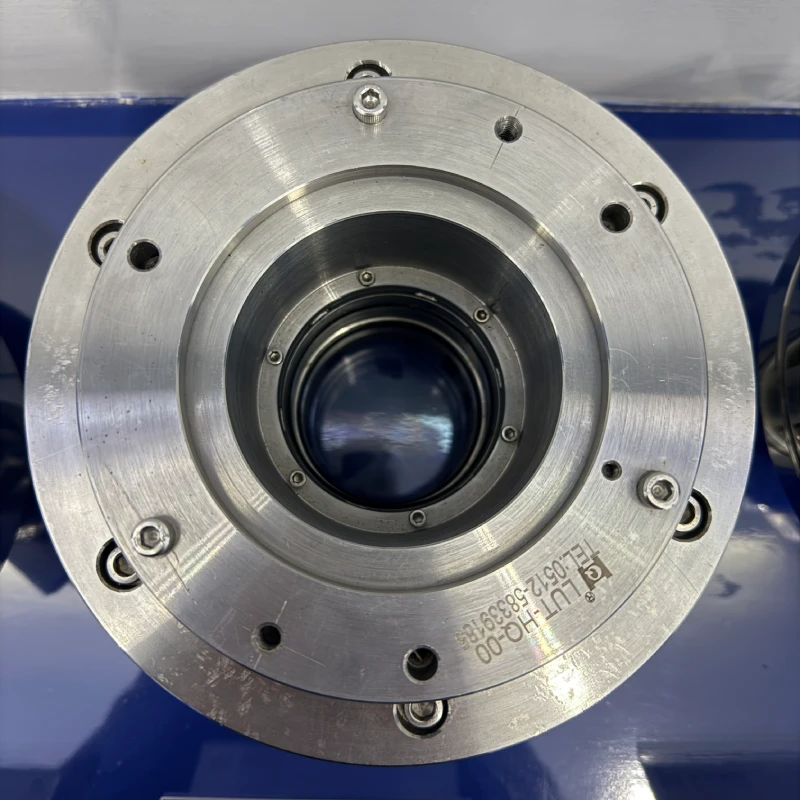
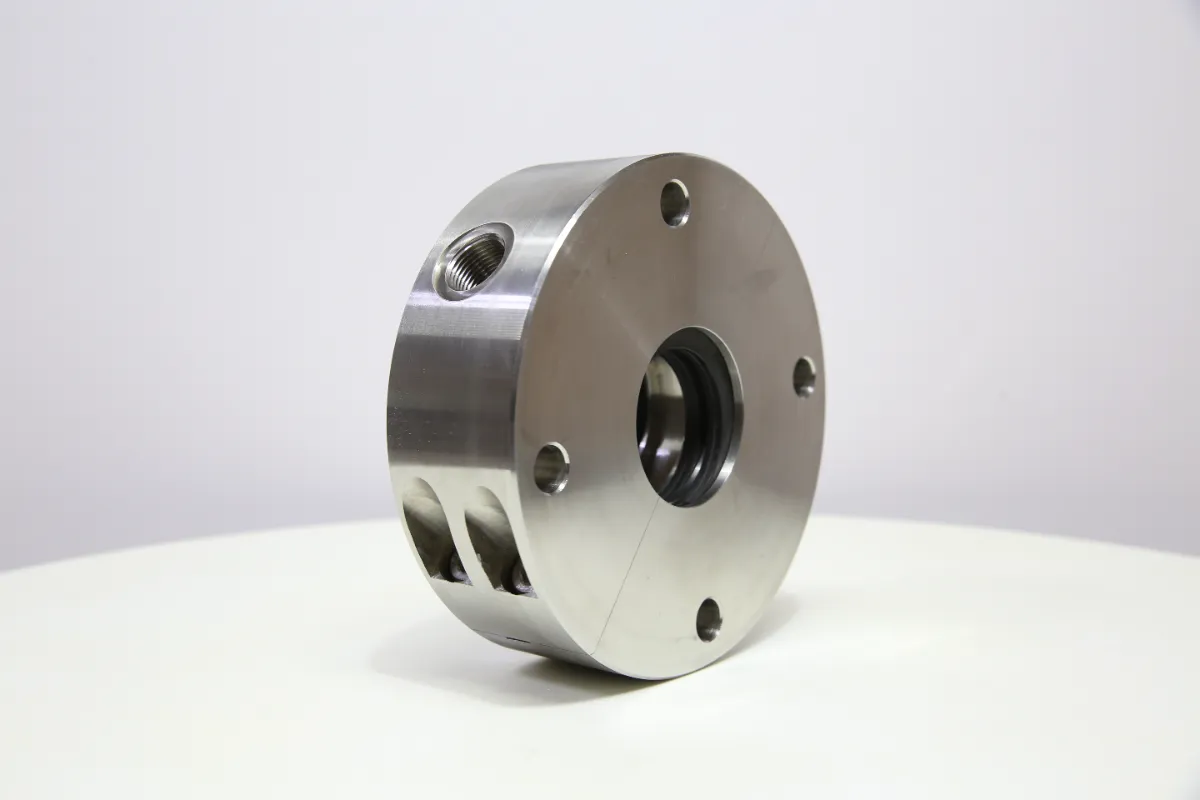
A chemical pump seal face represents a critical component in industrial pumping systems designed specifically for handling corrosive, abrasive, and chemically aggressive fluids. This essential sealing element creates a barrier between the rotating shaft and the pump housing, preventing hazardous chemicals from leaking into the environment while maintaining optimal pump performance. The chemical pump seal face consists of two precisely machined surfaces that rotate against each other, typically made from specialized materials such as silicon carbide, tungsten carbide, or ceramic composites that can withstand extreme chemical exposure. The primary function of this component involves creating a dynamic seal that accommodates thermal expansion, shaft deflection, and pressure variations while maintaining contact integrity. Modern chemical pump seal faces incorporate advanced engineering principles, including hydraulic balancing mechanisms that reduce contact pressure and minimize wear rates. These sealing surfaces feature micro-polished finishes with flatness tolerances measured in light bands, ensuring optimal contact geometry and extended service life. The technological features include specialized cooling channels, pressure balancing systems, and contamination barriers that protect the sealing interface from chemical attack and particulate infiltration. Applications span across pharmaceutical manufacturing, petrochemical processing, water treatment facilities, and industrial chemical production where reliable containment is paramount. The chemical pump seal face design accommodates various operating conditions including high temperatures up to 500 degrees Fahrenheit, pressures exceeding 300 PSI, and pH levels ranging from highly acidic to strongly alkaline solutions. Advanced surface treatments and coatings enhance chemical resistance while maintaining the precise dimensional stability required for effective sealing performance in demanding industrial environments.