mechanical seals for pharmaceutical industry
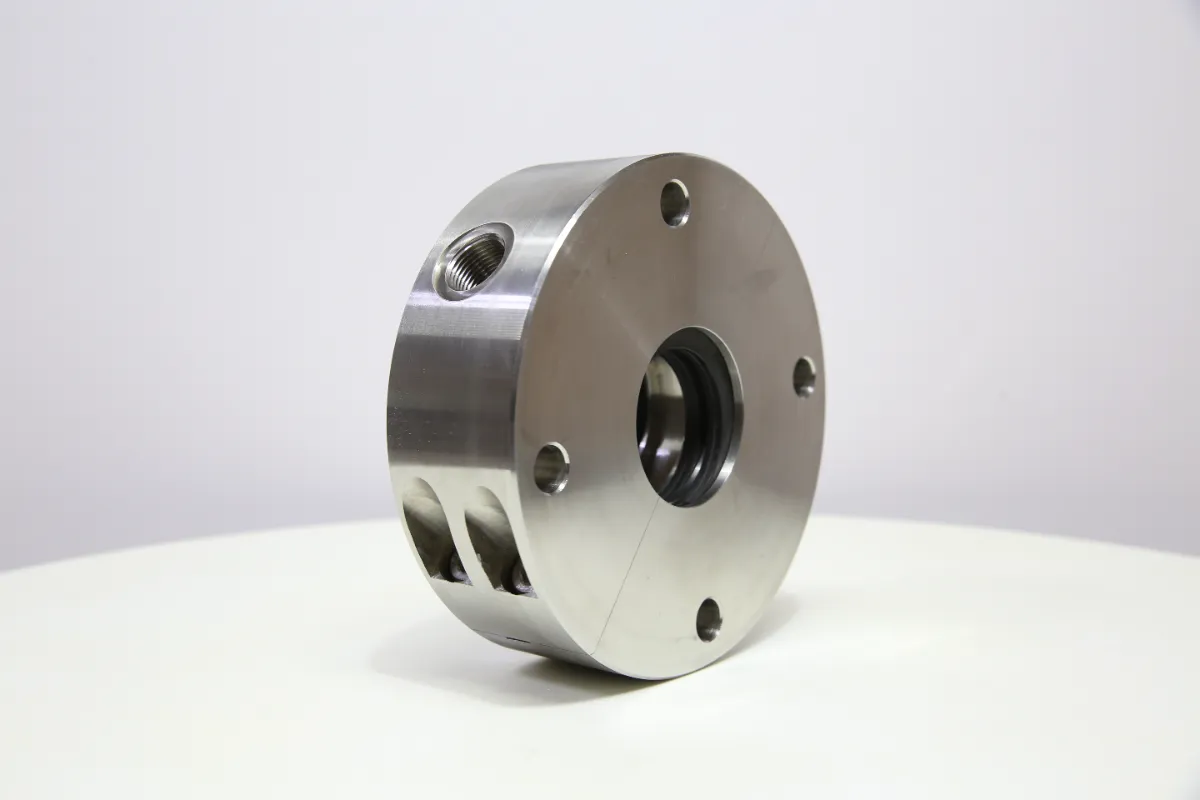
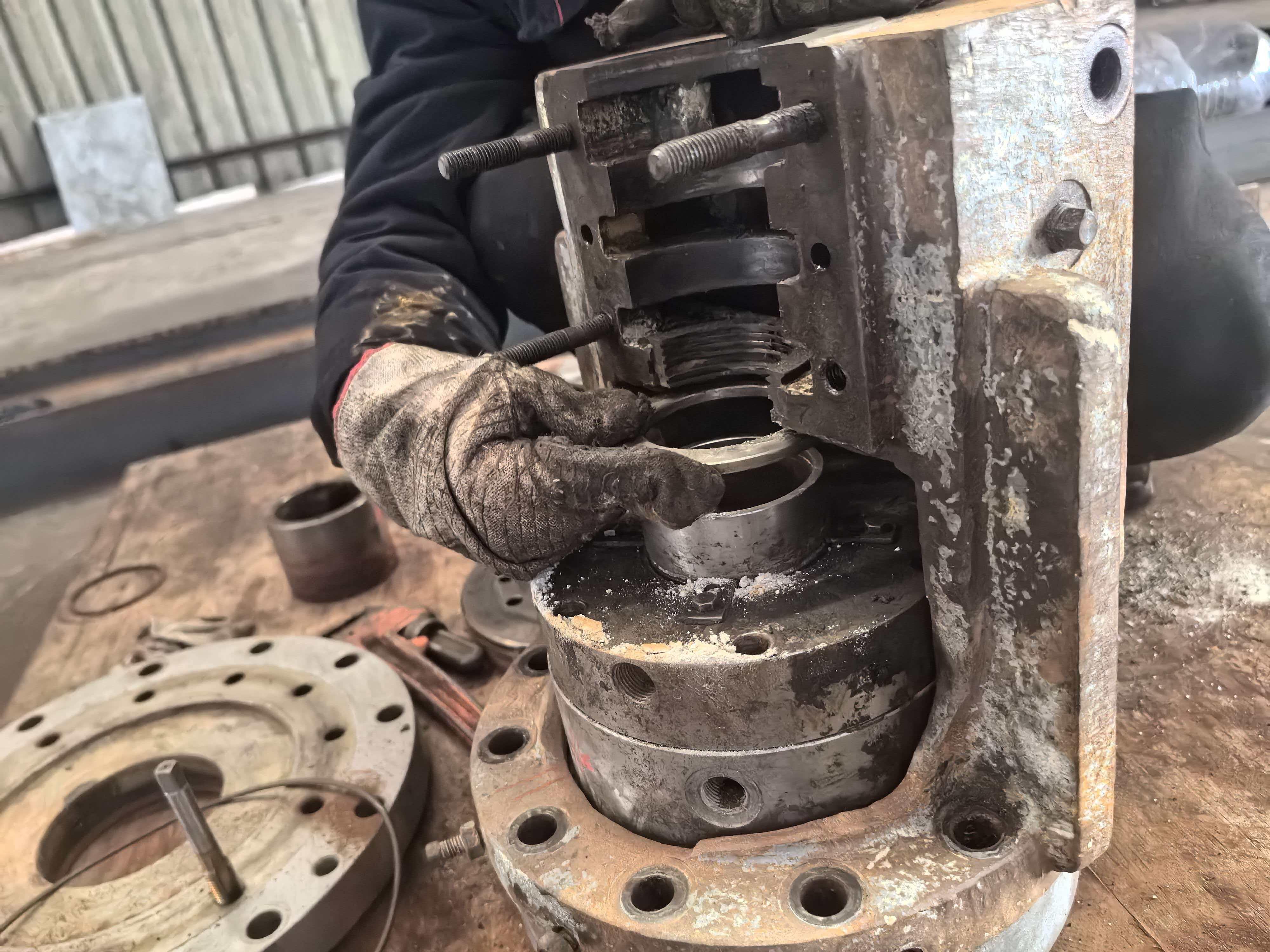
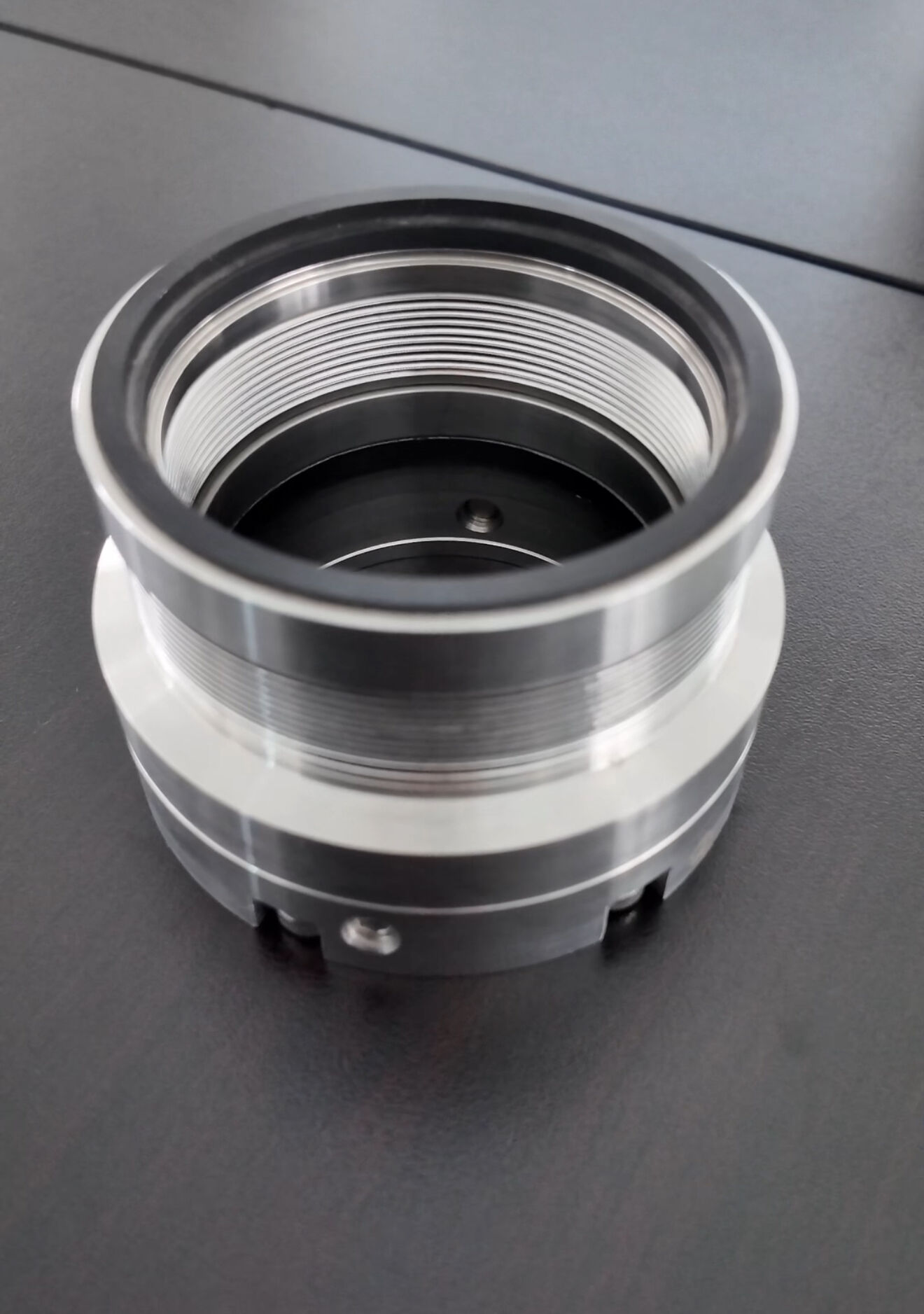
Mechanical seals for pharmaceutical industry represent critical components that ensure the integrity and safety of drug manufacturing processes. These specialized sealing systems serve as barriers between rotating equipment and process fluids, preventing contamination while maintaining sterile environments essential for pharmaceutical production. The primary function of mechanical seals for pharmaceutical industry involves creating a leak-proof seal around rotating shafts in pumps, mixers, reactors, and other processing equipment. This sealing mechanism protects valuable pharmaceutical compounds from external contamination while preventing product loss and environmental exposure. The technological features of mechanical seals for pharmaceutical industry include advanced materials engineered to withstand aggressive chemicals, extreme temperatures, and rigorous cleaning protocols. These seals incorporate FDA-approved elastomers, high-grade stainless steel components, and specialized coatings that resist corrosion and wear. The design typically features cartridge-style construction for easy installation and maintenance, reducing downtime during equipment servicing. Modern mechanical seals for pharmaceutical industry utilize sophisticated face materials such as silicon carbide, tungsten carbide, or ceramic compounds that provide exceptional durability and chemical resistance. The sealing faces are precision-lapped to achieve optimal flatness and surface finish, ensuring reliable sealing performance under varying operating conditions. Applications for mechanical seals for pharmaceutical industry span across multiple manufacturing stages, from raw material processing to final product packaging. These seals are essential in API production equipment, tablet manufacturing machinery, liquid filling systems, and sterile processing units. They maintain the purity standards required by regulatory agencies while supporting continuous operation in demanding pharmaceutical environments. The versatility of mechanical seals for pharmaceutical industry makes them indispensable for biotechnology applications, vaccine production, and specialty pharmaceutical manufacturing where product integrity and process reliability are paramount concerns.