compressor seals
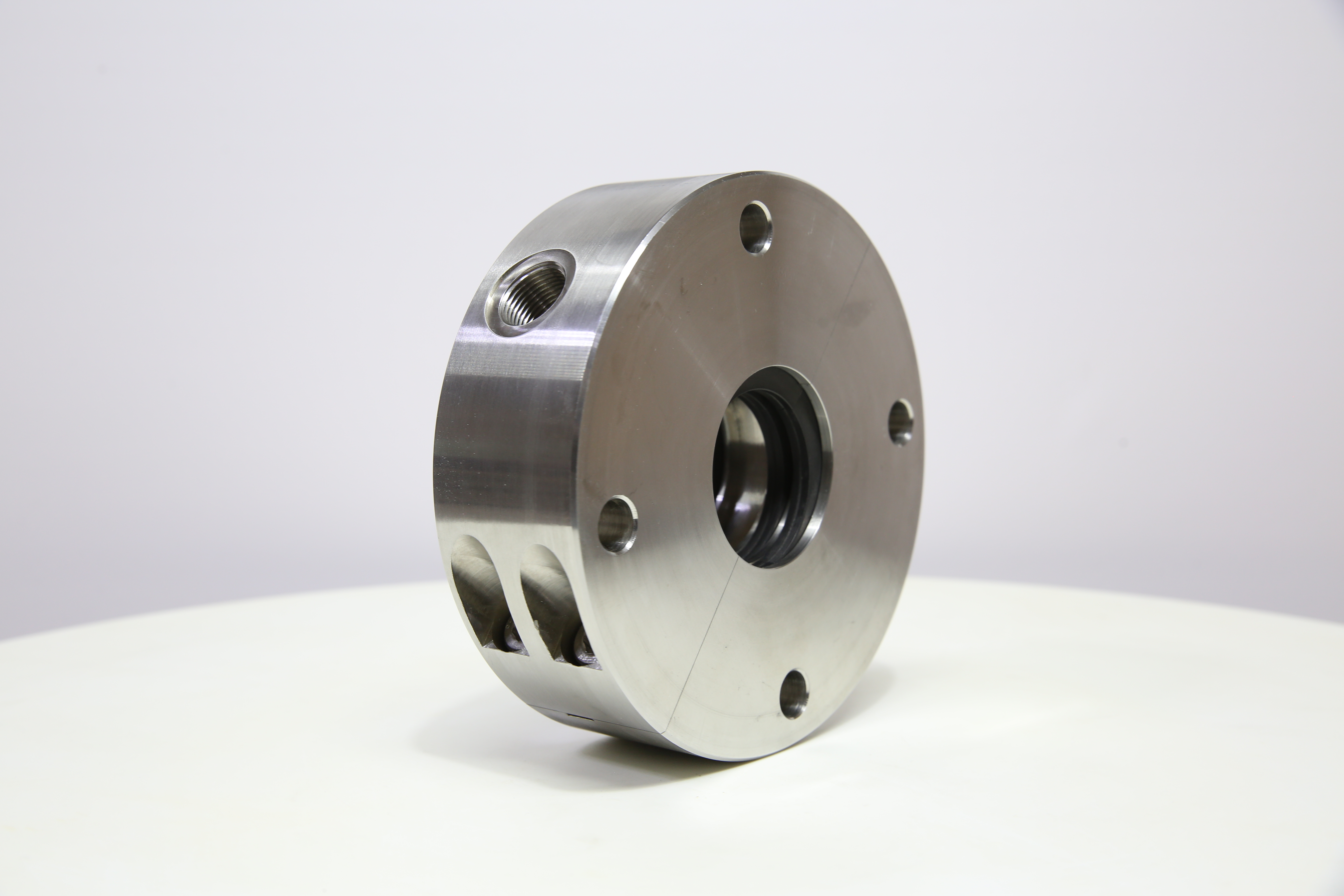
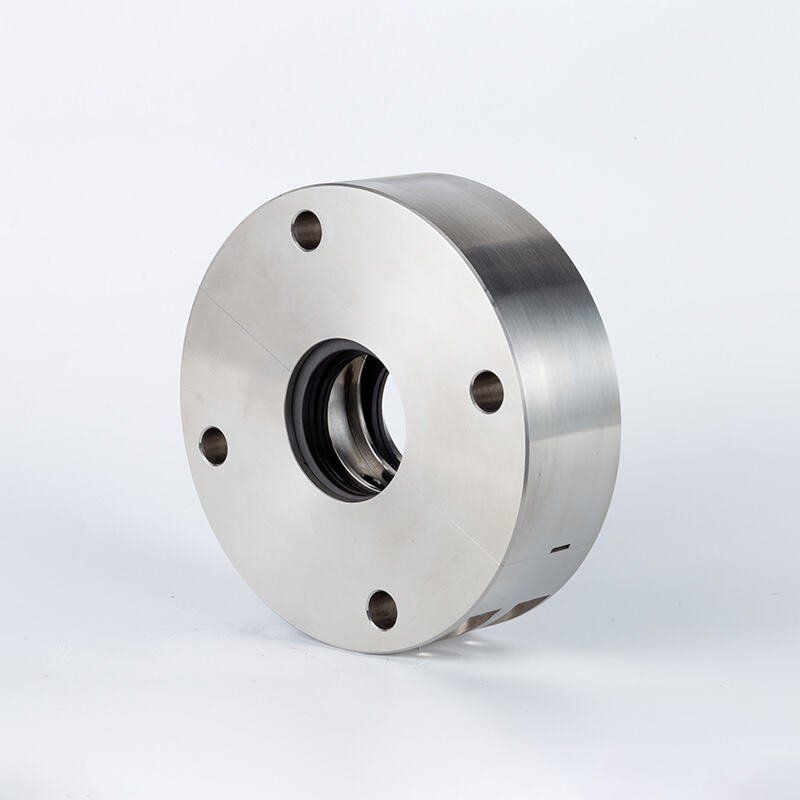
Compressor seals serve as critical components in industrial machinery, providing essential sealing solutions for air compressors, gas compressors, and refrigeration systems. These specialized sealing devices prevent gas and fluid leakage while maintaining optimal pressure levels within compression chambers. Modern compressor seals utilize advanced materials and engineering designs to withstand extreme operating conditions, including high pressures, elevated temperatures, and corrosive environments. The primary function of compressor seals involves creating airtight barriers between moving and stationary components, ensuring efficient compression processes while minimizing energy loss. These seals operate in various configurations, including labyrinth seals, mechanical face seals, and magnetic seals, each designed for specific applications and performance requirements. Technological innovations in compressor seal design incorporate precision manufacturing techniques, advanced polymer materials, and computer-aided engineering to maximize durability and performance. The sealing mechanisms work by maintaining controlled clearances between rotating shafts and housing components, preventing compressed gases from escaping while allowing smooth mechanical operation. Quality compressor seals feature resistance to chemical degradation, thermal expansion, and mechanical wear, ensuring extended service life and reduced maintenance requirements. Installation procedures for compressor seals require precise alignment and proper torque specifications to achieve optimal sealing performance. Regular maintenance protocols help identify wear patterns and potential failure points before they compromise system efficiency. Modern compressor seals incorporate self-lubricating properties and adaptive designs that accommodate thermal expansion and shaft movement during operation. Performance monitoring systems can track seal effectiveness through pressure measurements, vibration analysis, and temperature monitoring. The selection of appropriate compressor seals depends on factors such as operating pressure, temperature range, fluid compatibility, and rotational speed requirements.