long-life mechanical seals
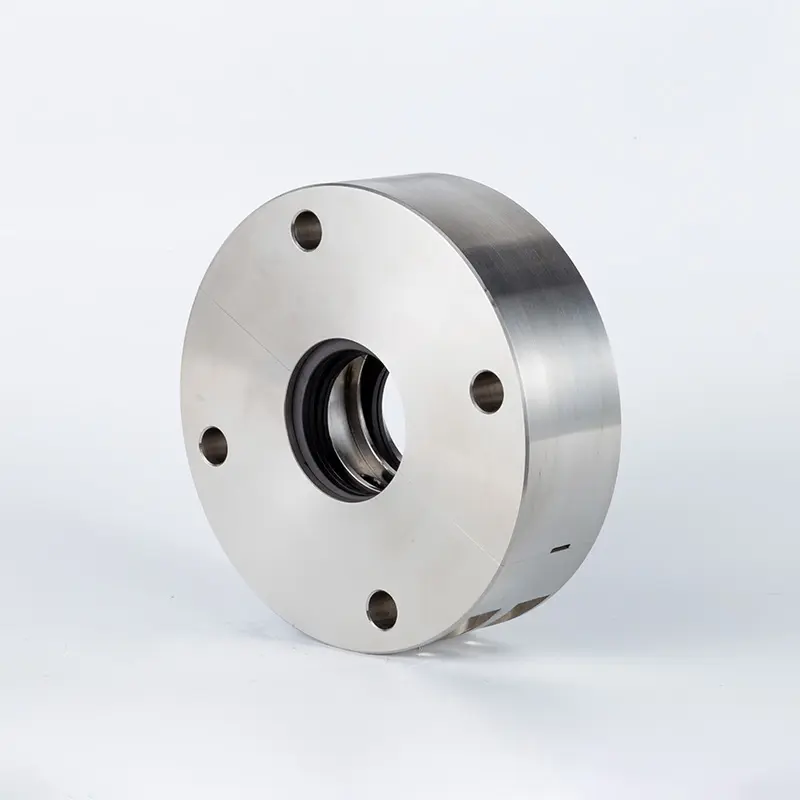
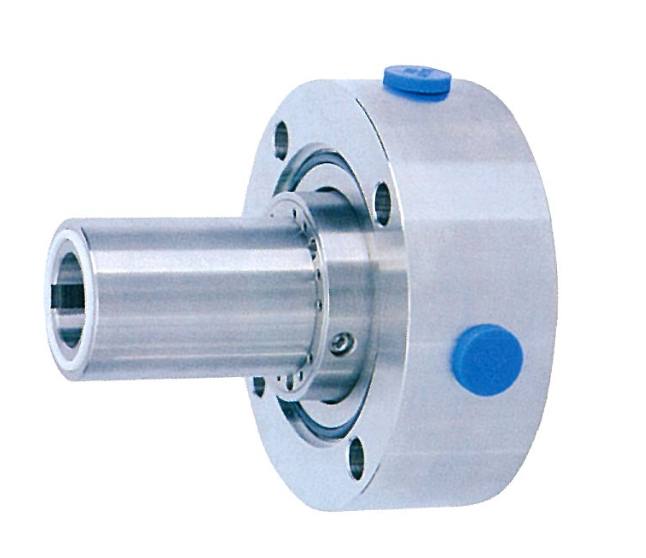
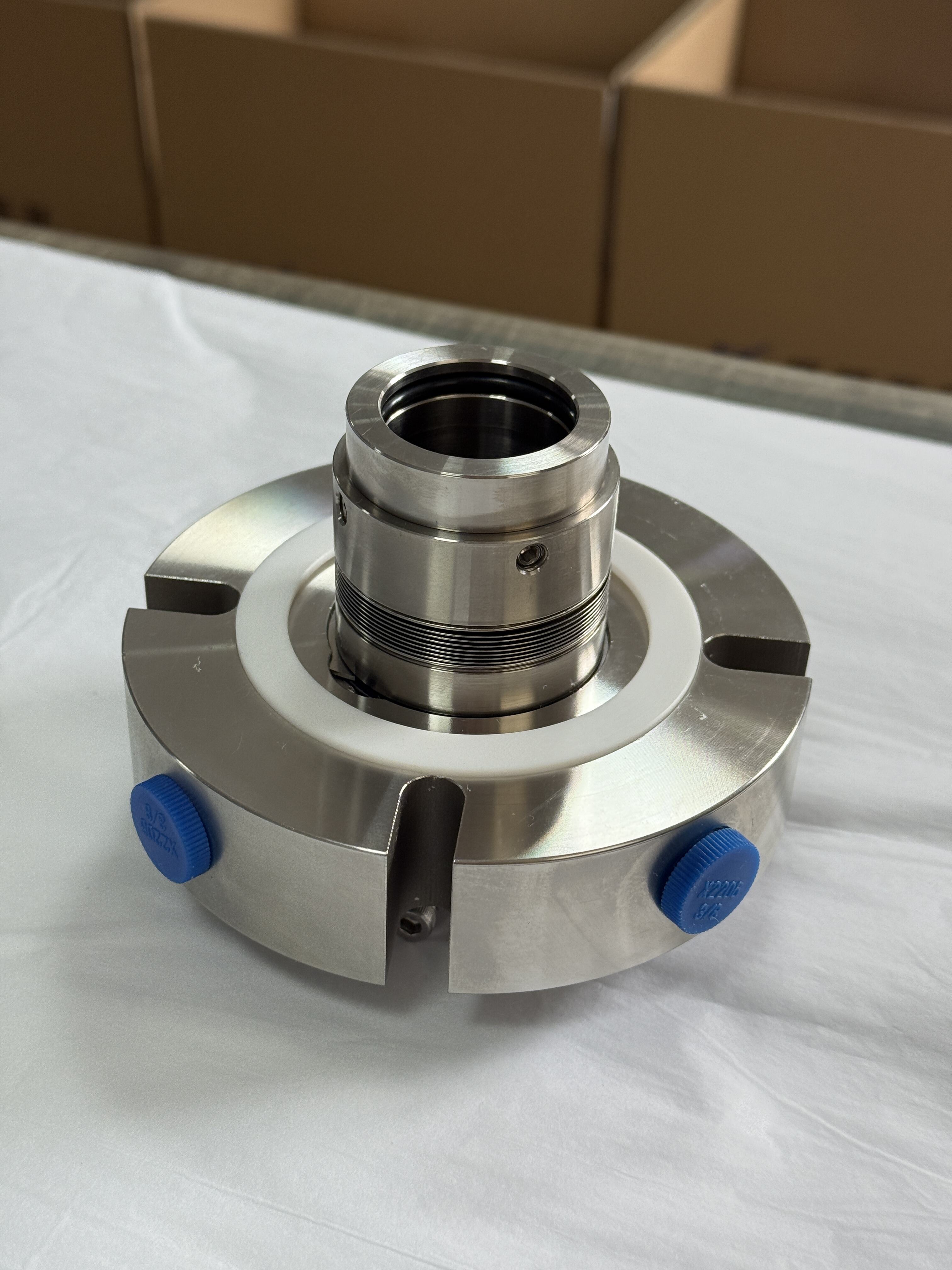
Long-life mechanical seals represent a revolutionary advancement in sealing technology, designed to provide exceptional durability and performance across diverse industrial applications. These sophisticated sealing systems incorporate cutting-edge materials and innovative engineering to deliver extended operational lifespans that significantly exceed conventional seal performance standards. The primary function of long-life mechanical seals involves creating reliable barriers between rotating and stationary components in pumps, compressors, mixers, and various rotating equipment, preventing fluid leakage while maintaining optimal system efficiency. The technological foundation of long-life mechanical seals relies on advanced material science, incorporating specialized carbon compositions, silicon carbide ceramics, tungsten carbide elements, and high-performance elastomers that resist wear, corrosion, and thermal degradation. These materials undergo precision manufacturing processes, including diamond lapping and ultra-fine surface finishing, ensuring optimal face flatness and surface quality. The design architecture features balanced configurations that minimize face loading, reducing friction and heat generation while maximizing seal face lubrication. Advanced spring systems provide consistent closing forces throughout the operational range, maintaining proper face contact even under varying pressure and temperature conditions. Long-life mechanical seals find extensive applications in chemical processing plants, petroleum refineries, water treatment facilities, pharmaceutical manufacturing, food processing operations, and power generation systems. Their robust construction enables reliable operation in challenging environments involving aggressive chemicals, high temperatures, extreme pressures, and abrasive media. The enhanced durability characteristics make these seals particularly valuable in critical applications where equipment downtime carries significant operational costs and safety implications. Modern long-life mechanical seals incorporate secondary sealing elements engineered for extended service intervals, reducing maintenance requirements and operational disruptions while maintaining superior sealing performance throughout their extended operational lifecycle.