excellent mechanical seals
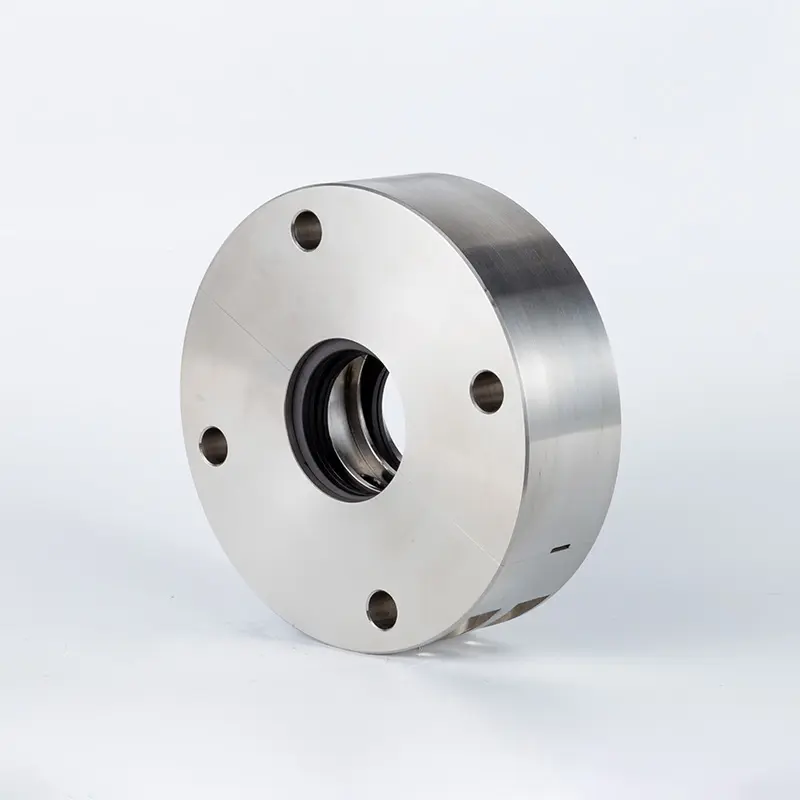
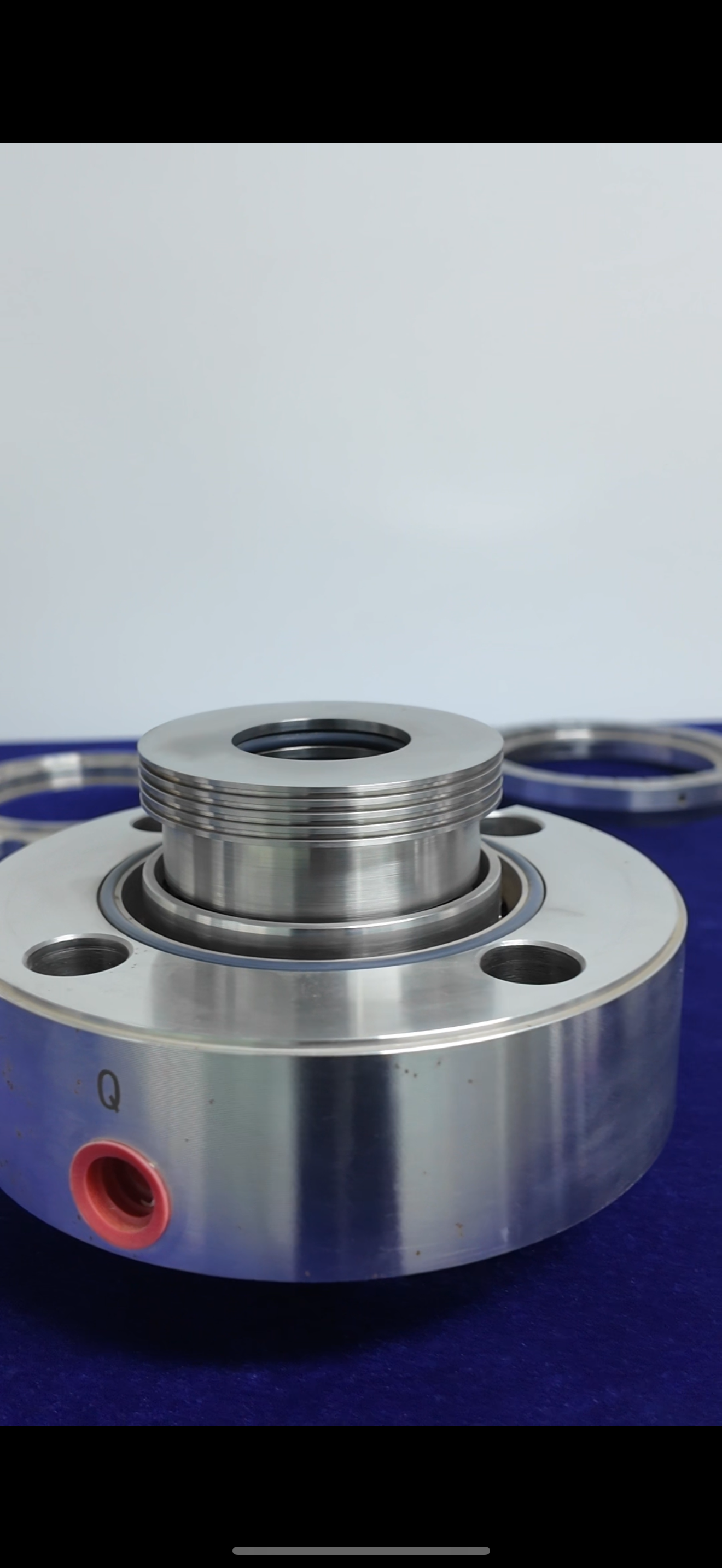
Excellent mechanical seals represent the pinnacle of sealing technology, designed to prevent fluid leakage between rotating and stationary components in industrial machinery. These precision-engineered devices create a dynamic barrier that maintains system integrity while allowing rotational movement. The primary function of excellent mechanical seals involves containing process fluids within pumps, compressors, mixers, and other rotating equipment, preventing contamination and ensuring operational safety. These seals consist of two primary sealing faces - one rotating with the shaft and one stationary - that maintain contact through spring force and hydraulic pressure. The technological features of excellent mechanical seals include advanced materials selection, precise surface finishing, and innovative design configurations. Modern excellent mechanical seals incorporate silicon carbide, tungsten carbide, and ceramic materials that provide exceptional wear resistance and chemical compatibility. The faces are manufactured with mirror-like finishes achieving flatness tolerances measured in light bands, ensuring optimal sealing performance. Spring-loaded mechanisms maintain consistent face contact pressure throughout the seal's operational life, while secondary seals made from specialized elastomers provide additional containment. Balanced seal designs reduce face loading, extending service life and reducing power consumption. Temperature compensation features allow excellent mechanical seals to operate across wide temperature ranges without compromising performance. Applications for excellent mechanical seals span numerous industries including chemical processing, petroleum refining, pharmaceutical manufacturing, water treatment, and food production. In chemical plants, these seals handle corrosive substances while maintaining zero-emission standards. Petroleum refineries rely on excellent mechanical seals for hydrocarbon processing equipment, ensuring environmental compliance and worker safety. Pharmaceutical applications demand ultra-clean sealing solutions that prevent product contamination while meeting stringent regulatory requirements. Water treatment facilities utilize these seals in pumps handling various fluid conditions from clean water to abrasive slurries.