efficient mechanical seals
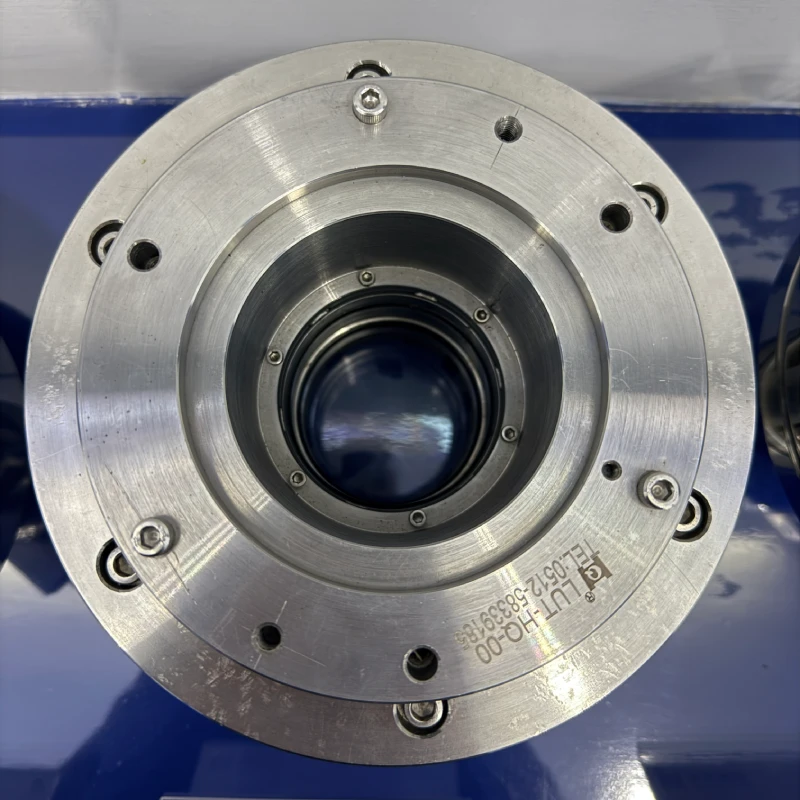
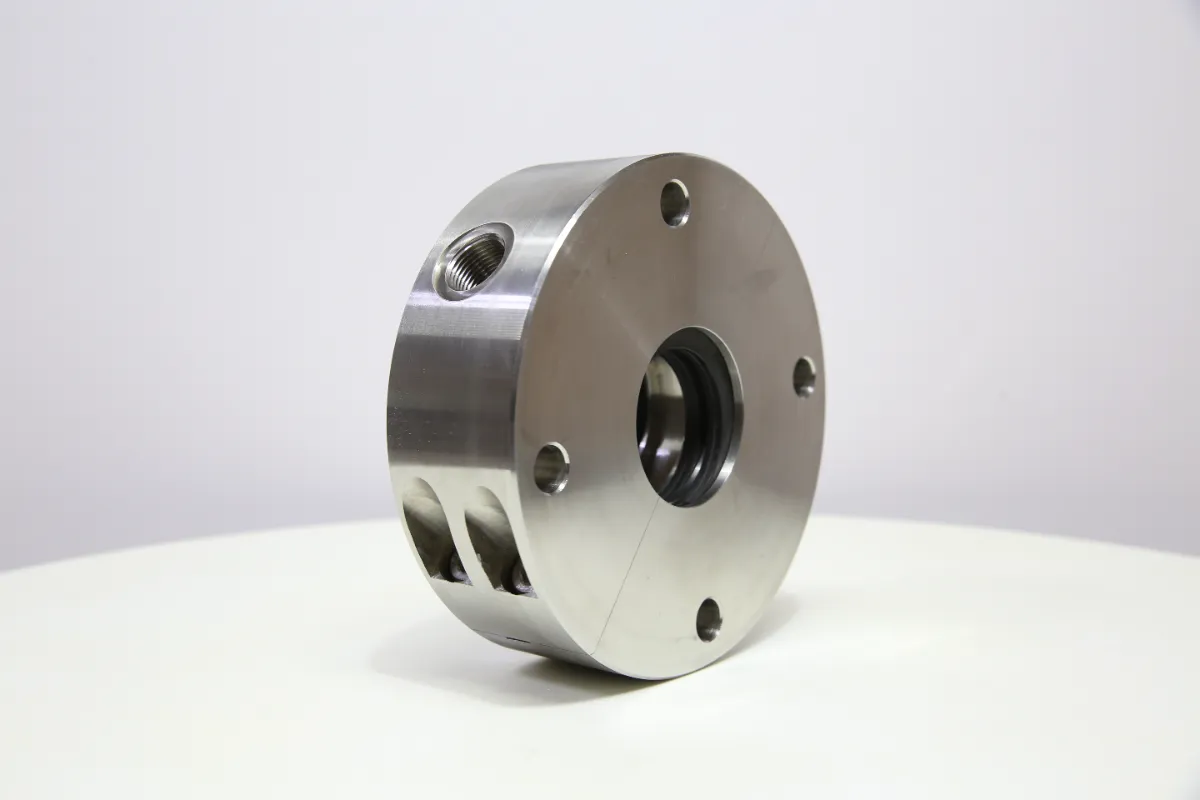
Efficient mechanical seals represent a critical advancement in industrial sealing technology, designed to prevent fluid leakage between rotating and stationary components in pumps, compressors, mixers, and other rotating equipment. These sophisticated sealing systems create a dynamic barrier that maintains pressure differentials while allowing rotational movement, ensuring optimal performance across diverse industrial applications. The primary function of efficient mechanical seals involves containing process fluids within equipment while preventing contamination from external sources. This dual protection mechanism safeguards both the machinery and the surrounding environment from potentially hazardous or costly fluid loss. Modern efficient mechanical seals incorporate advanced materials such as silicon carbide, tungsten carbide, and specialized elastomers that deliver superior wear resistance and chemical compatibility. These materials enable the seals to withstand extreme temperatures, aggressive chemicals, and high-pressure conditions that would quickly destroy conventional sealing methods. The technological features of efficient mechanical seals include precision-engineered sealing faces that maintain consistent contact pressure through spring-loaded mechanisms or hydraulic systems. These designs automatically compensate for wear and thermal expansion, ensuring continuous sealing performance throughout the equipment's operational life. Advanced face geometries and surface treatments further enhance sealing effectiveness by creating optimal fluid film characteristics that reduce friction and heat generation. Efficient mechanical seals find extensive applications across petroleum refining, chemical processing, pharmaceutical manufacturing, food and beverage production, water treatment facilities, and power generation plants. In these demanding environments, the seals must handle corrosive chemicals, abrasive slurries, high-temperature steam, and cryogenic fluids while maintaining leak-free operation. The versatility of efficient mechanical seals makes them indispensable for applications ranging from simple water pumps to complex reactor systems, where seal failure could result in environmental contamination, production losses, or safety hazards.