mechanical seals for liquid oxygen applications
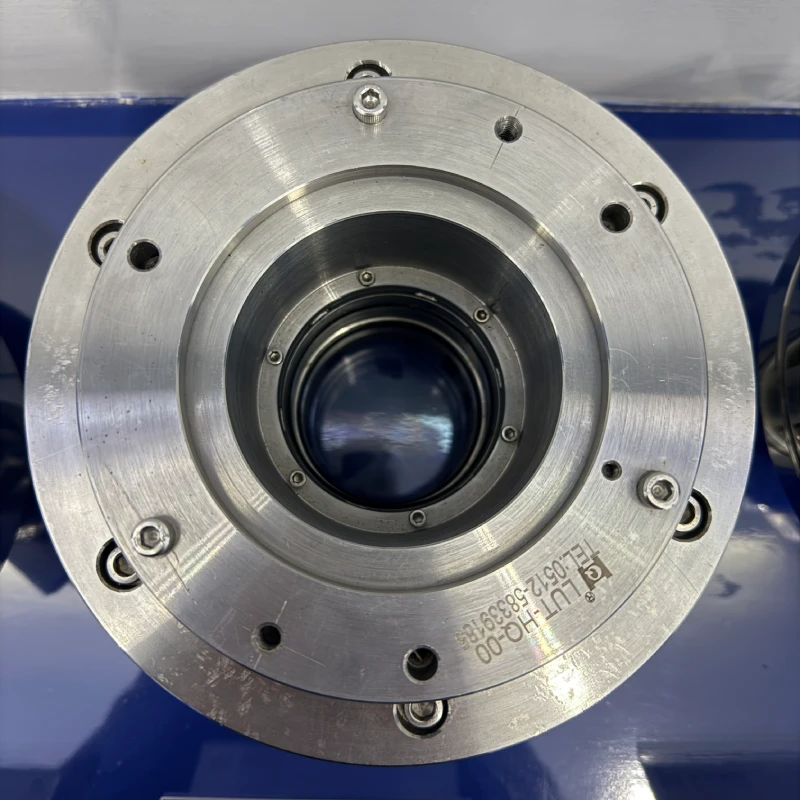
Mechanical seals for liquid oxygen applications represent cutting-edge sealing technology specifically engineered to handle the unique challenges of cryogenic oxygen environments. These specialized seals serve as critical components in various industrial systems where liquid oxygen is processed, stored, or transported. The primary function of these mechanical seals for liquid oxygen applications is to prevent leakage between rotating and stationary equipment parts while maintaining system integrity under extreme temperature conditions ranging from -183°C to ambient temperatures. These seals effectively contain liquid oxygen within pumps, compressors, mixers, and other rotating equipment, ensuring safe and efficient operations in aerospace, medical, industrial gas, and chemical processing industries. The technological features of mechanical seals for liquid oxygen applications include advanced material compositions that resist embrittlement at cryogenic temperatures, specialized face geometries that accommodate thermal expansion and contraction, and innovative lubrication systems that function reliably in oxygen-rich environments. These seals incorporate fire-resistant materials that comply with oxygen service standards, ensuring compatibility with high-purity oxygen applications. The seal faces typically utilize materials such as silicon carbide, tungsten carbide, or specialized ceramics that maintain their properties at extremely low temperatures. Secondary sealing elements employ fluorocarbon elastomers or PTFE-based compounds that remain flexible and effective in cryogenic conditions. Applications for mechanical seals for liquid oxygen applications span multiple industries, including rocket propulsion systems, medical oxygen concentrators, industrial oxygen production facilities, steel manufacturing plants, and semiconductor fabrication equipment. In aerospace applications, these seals enable reliable operation of liquid oxygen pumps in rocket engines and fuel systems. Medical applications rely on these seals for oxygen generation and purification equipment that supports life-saving treatments. Industrial applications include oxygen production plants, where these seals ensure continuous operation of critical pumping and compression equipment while maintaining the purity standards required for various manufacturing processes.