mechanical seals for chemical industry
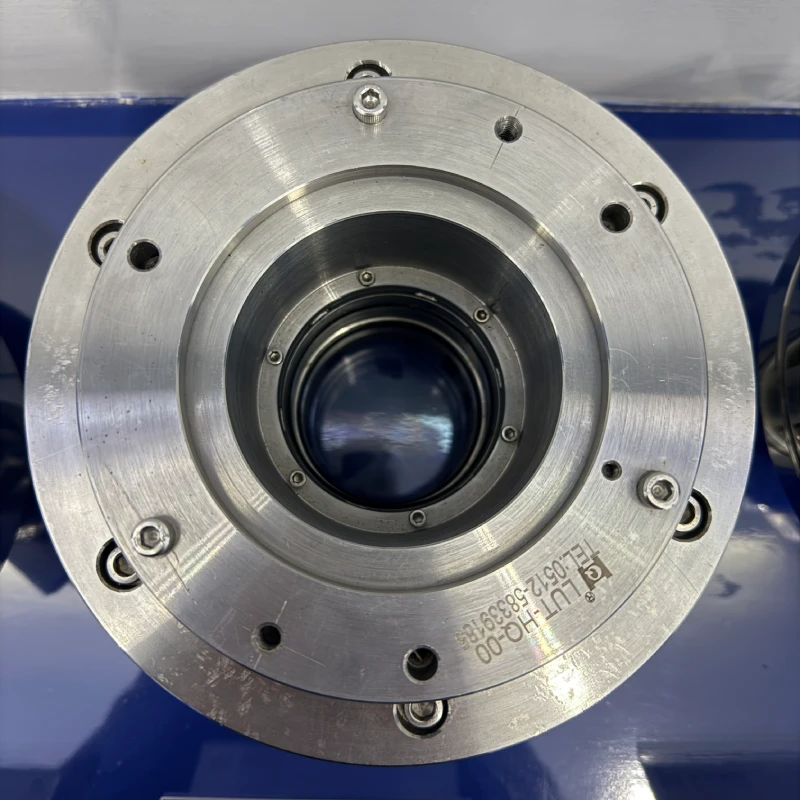
Mechanical seals for chemical industry represent critical components that ensure the safe and efficient operation of chemical processing equipment. These sophisticated sealing solutions serve as barriers between rotating and stationary parts in pumps, mixers, reactors, and other industrial machinery commonly found in chemical manufacturing facilities. The primary function of mechanical seals for chemical industry involves preventing the leakage of hazardous chemicals, maintaining process integrity, and protecting equipment from contamination. These seals operate by creating a controlled interface between two precisely machined surfaces, typically consisting of a rotating seal face attached to the shaft and a stationary face mounted in the equipment housing. The technological features of mechanical seals for chemical industry include advanced materials such as silicon carbide, tungsten carbide, and specialized elastomers that can withstand extreme temperatures, aggressive chemicals, and high pressures. Modern mechanical seals for chemical industry incorporate multiple barrier systems, temperature monitoring capabilities, and fail-safe mechanisms that alert operators to potential issues before catastrophic failure occurs. The sealing mechanism relies on a thin film of fluid between the seal faces, which provides lubrication while maintaining an effective barrier against leakage. Applications of mechanical seals for chemical industry span across various sectors including petrochemicals, pharmaceuticals, specialty chemicals, and wastewater treatment facilities. These seals are essential in centrifugal pumps handling corrosive acids, caustic solutions, organic solvents, and other aggressive media. The design variations include cartridge seals, component seals, split seals, and gas-lubricated seals, each tailored to specific operating conditions and chemical compatibility requirements. Environmental regulations and safety standards make mechanical seals for chemical industry indispensable for compliance with emission control requirements and worker safety protocols.