what is mechanical seal
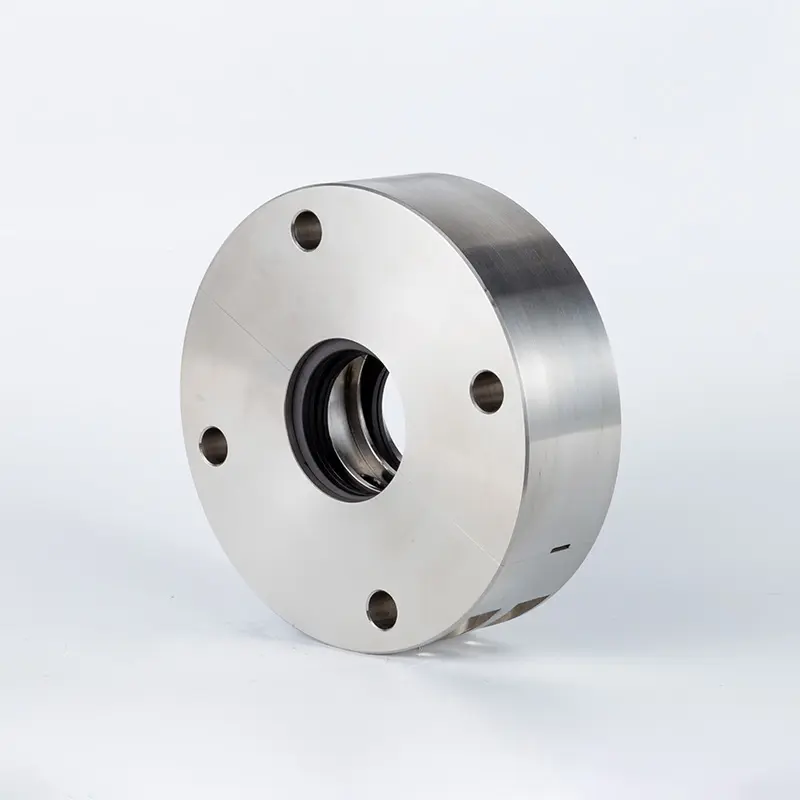
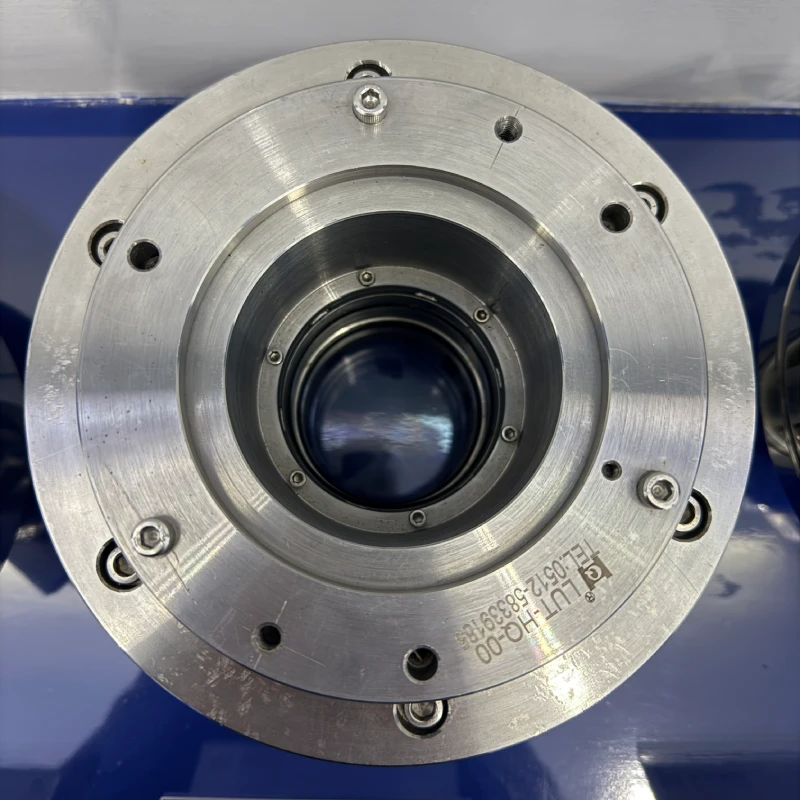
A mechanical seal represents a sophisticated sealing device designed to prevent fluid leakage between rotating and stationary machine components. Understanding what is mechanical seal begins with recognizing its fundamental purpose: creating a reliable barrier that maintains pressure integrity while allowing rotational movement in pumps, compressors, mixers, and various industrial equipment. The mechanical seal operates through precisely engineered surfaces that maintain contact under controlled conditions, effectively replacing traditional packing methods with superior performance characteristics. The core technology behind what is mechanical seal involves two primary sealing faces - typically one rotating with the shaft and one stationary within the equipment housing. These faces, manufactured from materials like carbon, ceramic, tungsten carbide, or specialized composites, create a microscopic sealing interface that prevents fluid escape. The sealing mechanism relies on balanced hydraulic forces, spring pressure, and precise face geometry to maintain optimal contact pressure across the sealing interface. Modern mechanical seals incorporate advanced features including secondary sealing elements, environmental controls, and sophisticated material combinations that enhance reliability and extend operational life. The technological sophistication of what is mechanical seal extends to its ability to handle extreme temperatures, corrosive chemicals, high pressures, and demanding operational conditions that would quickly destroy conventional sealing methods. Applications for mechanical seals span virtually every industry requiring fluid handling equipment. Chemical processing facilities utilize these seals in reactor pumps, transfer systems, and mixing equipment where chemical compatibility and zero-emission requirements are critical. Water treatment plants depend on mechanical seals for centrifugal pumps, ensuring reliable operation while preventing contamination. Oil refineries employ specialized mechanical seals in high-temperature, high-pressure applications where safety and environmental protection are paramount. Manufacturing industries use mechanical seals in cooling systems, hydraulic equipment, and process machinery where consistent performance directly impacts production efficiency and equipment longevity.