crane mechanical seals
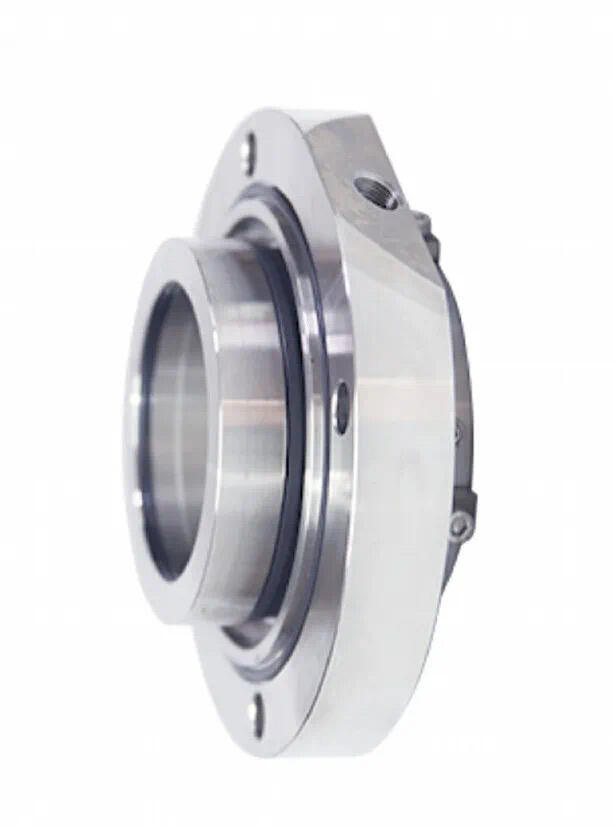
Crane mechanical seals represent essential components in heavy lifting equipment, designed to prevent fluid leakage while maintaining optimal performance in demanding industrial environments. These specialized sealing solutions create a barrier between rotating and stationary parts within crane hydraulic systems, ensuring reliable operation across various applications. The primary function of crane mechanical seals involves containing hydraulic fluids, lubricants, and other essential liquids within designated compartments while preventing contamination from external elements. Modern crane mechanical seals incorporate advanced materials and engineering principles to withstand extreme pressures, temperatures, and operational stresses commonly encountered in construction, manufacturing, and logistics operations. The technological features of these seals include precision-machined contact surfaces, high-performance elastomers, and corrosion-resistant materials that maintain integrity under continuous use. Spring-loaded mechanisms within crane mechanical seals provide consistent contact pressure, compensating for wear and thermal expansion during operation. These components typically feature dual-seal configurations, offering primary and secondary sealing barriers for enhanced reliability. The design incorporates specialized face materials such as carbon, ceramic, or tungsten carbide, selected based on specific application requirements. Applications for crane mechanical seals span across mobile cranes, tower cranes, overhead cranes, and specialized lifting equipment used in ports, construction sites, and industrial facilities. These seals prove crucial in maintaining hydraulic system efficiency, reducing maintenance costs, and ensuring operational safety. The implementation of crane mechanical seals in rotating assemblies, such as winch drums, slewing rings, and hydraulic motors, contributes significantly to equipment longevity and performance consistency. Their ability to function effectively in harsh environments, including exposure to dust, moisture, chemicals, and temperature fluctuations, makes them indispensable for modern crane operations requiring maximum uptime and minimal maintenance intervention.