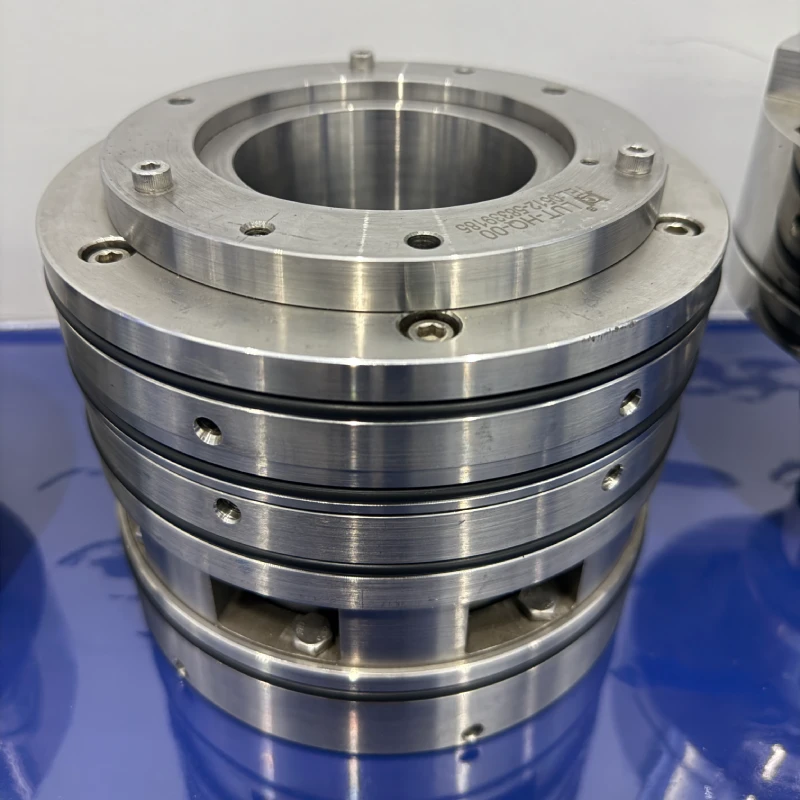
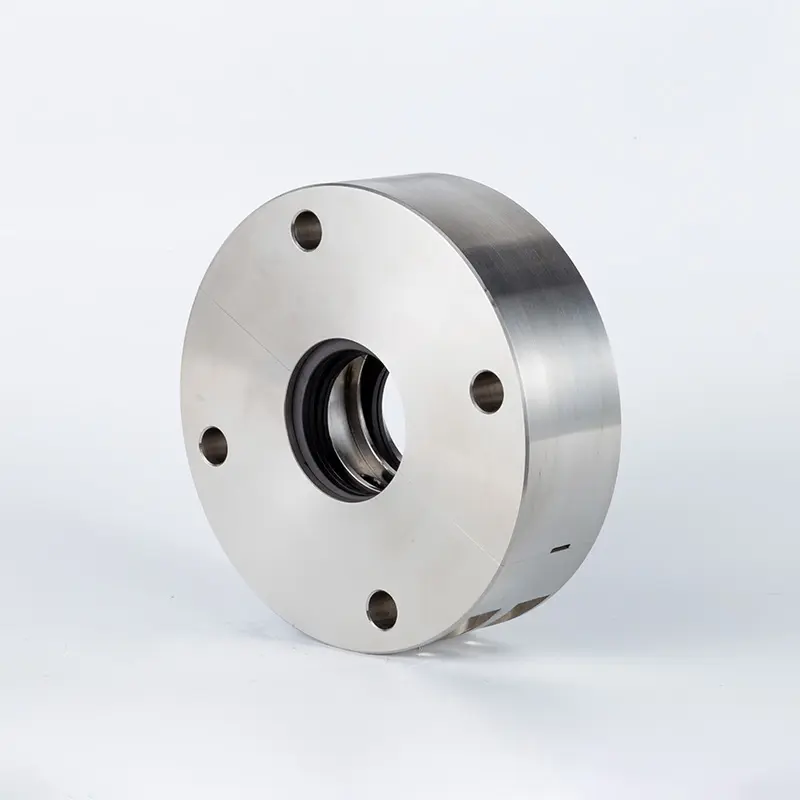
Liquid Oxygen Mechanical Seals
Liquid Oxygen Mechanical Seals represent a critical advancement in sealing technology designed specifically for cryogenic applications involving liquid oxygen handling and storage systems. These specialized sealing solutions address the unique challenges posed by extremely low temperatures, high pressure differentials, and the reactive nature of oxygen in its liquid state. The primary function of Liquid Oxygen Mechanical Seals is to prevent leakage between rotating and stationary components in pumps, compressors, and other mechanical equipment operating in liquid oxygen environments. These seals maintain system integrity by creating a reliable barrier that prevents oxygen escape while allowing smooth mechanical operation. The technological features of Liquid Oxygen Mechanical Seals include advanced material compositions engineered to withstand temperatures as low as -297°F (-183°C) without compromising structural integrity or sealing performance. The seal faces are manufactured from specialized materials such as silicon carbide, tungsten carbide, or advanced ceramics that resist thermal shock and maintain dimensional stability under extreme temperature variations. Secondary sealing elements utilize specially formulated elastomers or PTFE-based materials that remain flexible and effective at cryogenic temperatures. The spring systems are designed with materials that retain their mechanical properties at ultra-low temperatures, ensuring consistent seal face loading throughout the operational temperature range. Applications for Liquid Oxygen Mechanical Seals span across multiple industries including aerospace propulsion systems, medical oxygen production facilities, industrial gas manufacturing plants, rocket fuel systems, and cryogenic research laboratories. In aerospace applications, these seals are essential components in liquid oxygen pumps used in rocket engines and satellite propulsion systems. Medical facilities rely on these seals for oxygen liquefaction and storage systems that support patient care and surgical procedures. Industrial applications include air separation plants where liquid oxygen is produced for steel manufacturing, chemical processing, and welding operations. The seals also play vital roles in cryogenic storage tanks, transfer systems, and distribution networks that handle liquid oxygen for various commercial and scientific purposes.