Industrial mechanical seals
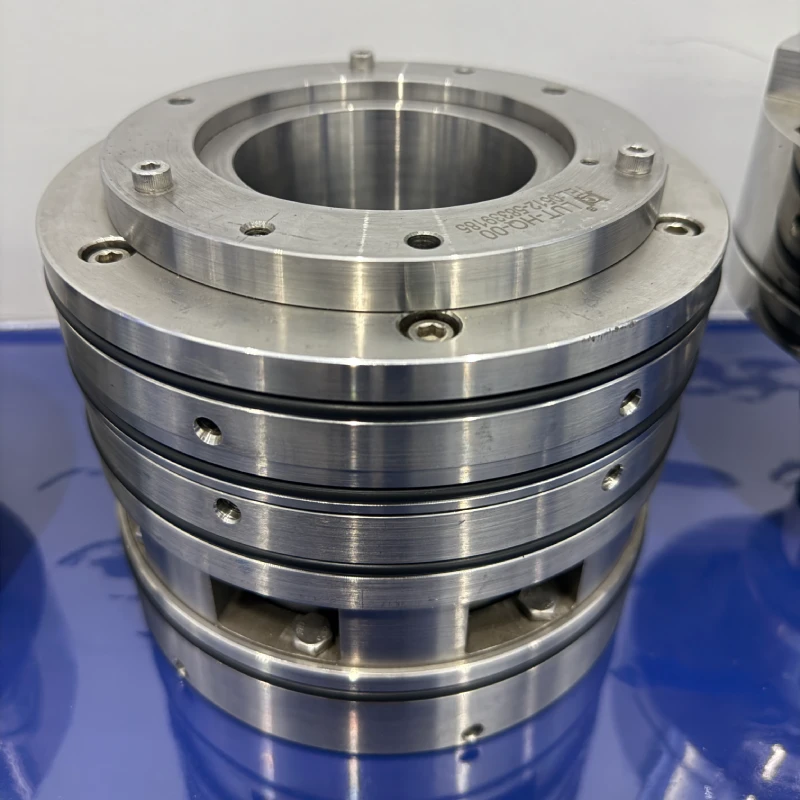
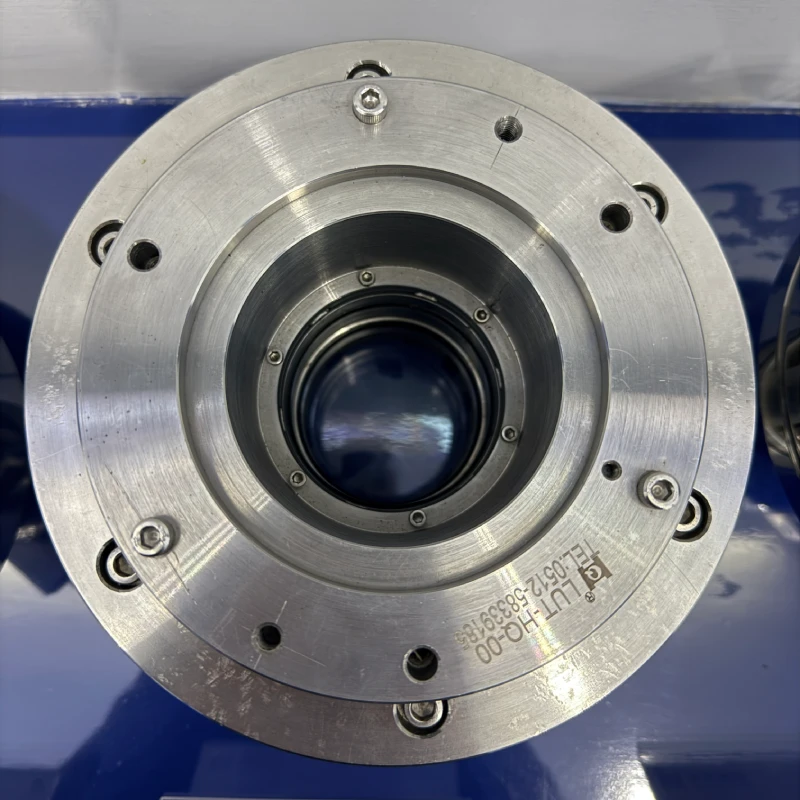
Industrial mechanical seals represent critical components in modern manufacturing and processing equipment, serving as the primary barrier between rotating and stationary machine parts to prevent fluid leakage and contamination. These sophisticated sealing solutions consist of two primary faces - one rotating with the shaft and another stationary within the equipment housing - that maintain contact under controlled pressure to create an effective seal. The fundamental principle behind industrial mechanical seals involves creating a thin film of fluid between the seal faces, which lubricates the interface while maintaining the sealing integrity. This technology has revolutionized industrial operations by providing reliable, long-lasting sealing solutions that significantly reduce maintenance requirements and operational downtime. Industrial mechanical seals feature advanced materials including carbon, silicon carbide, tungsten carbide, and specialized ceramics that withstand extreme temperatures, pressures, and chemical environments. The technological sophistication of these seals includes spring-loaded mechanisms, balanced designs, and cartridge configurations that simplify installation and maintenance procedures. Temperature resistance capabilities range from cryogenic applications to high-heat environments exceeding 500 degrees Celsius, making industrial mechanical seals suitable for diverse operational conditions. Pressure ratings can accommodate systems operating from vacuum conditions to extremely high-pressure applications exceeding 1000 PSI. Chemical compatibility features enable these seals to handle corrosive fluids, acids, bases, and specialized industrial chemicals without degradation. Applications span across numerous industries including oil and gas processing, chemical manufacturing, pharmaceutical production, food processing, water treatment facilities, and power generation systems. Industrial mechanical seals provide superior performance compared to traditional packing methods by eliminating shaft wear, reducing maintenance frequency, and ensuring consistent sealing performance throughout extended operational periods. The modular design of modern industrial mechanical seals allows for customization based on specific application requirements, ensuring optimal performance in unique operating environments.