Versatile Application Compatibility
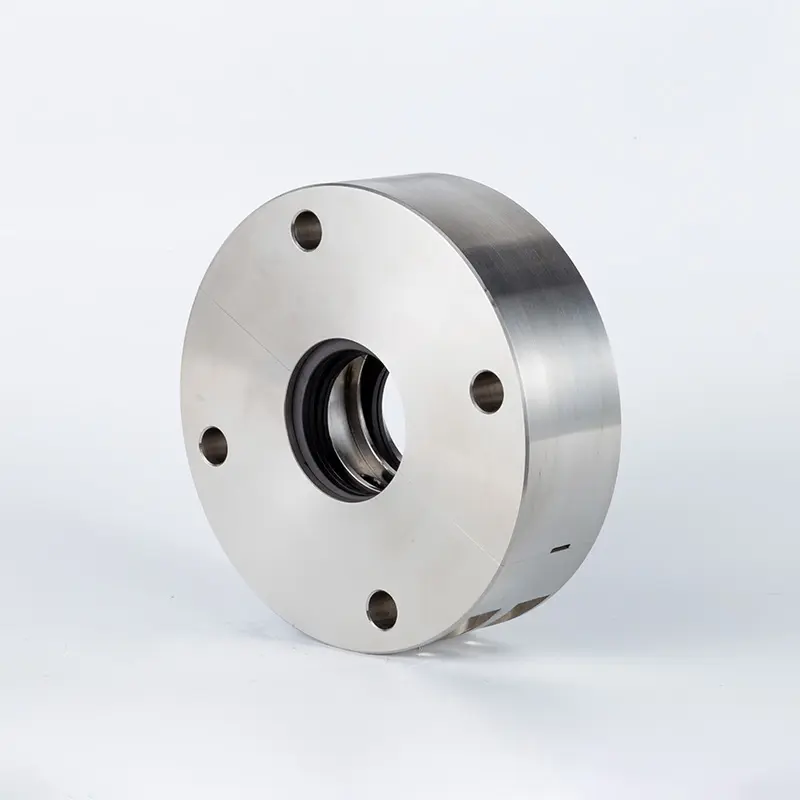
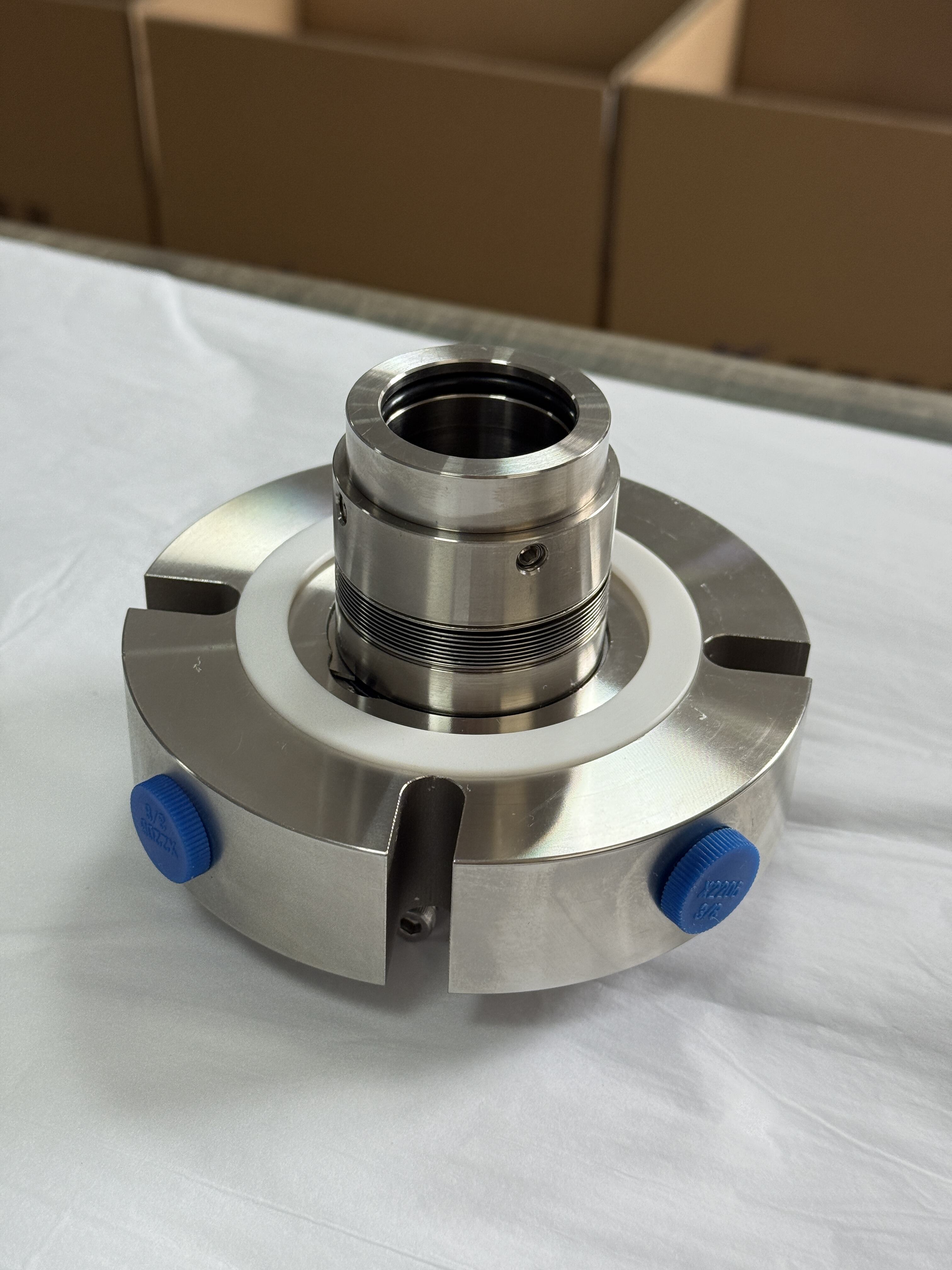
The coolant pump seal demonstrates remarkable versatility through its compatibility with diverse applications across automotive, industrial, and specialized cooling systems. This adaptability stems from carefully engineered design parameters that accommodate varying operating conditions, fluid types, and performance requirements found in different markets. The coolant pump seal's dimensional specifications align with industry standards, ensuring seamless integration into existing systems without requiring costly modifications or custom adaptations. Chemical compatibility testing validates performance with various coolant formulations including ethylene glycol, propylene glycol, and specialized industrial fluids, giving customers flexibility in coolant selection. Temperature rating certifications cover extreme ranges from arctic conditions to high-temperature industrial processes, enabling use in applications spanning geographic and operational extremes. Pressure ratings accommodate both low-pressure automotive systems and high-pressure industrial applications, providing customers with a single sealing solution for diverse requirements. The coolant pump seal's modular design philosophy allows for customization options that address specific application needs while maintaining the benefits of standardized manufacturing and quality control processes. Installation compatibility extends across multiple pump designs and manufacturers, reducing inventory requirements and simplifying maintenance procedures for customers managing diverse equipment fleets. Material options provide customers with choices that optimize performance for specific operating environments, whether prioritizing chemical resistance, temperature capability, or extended service life. The coolant pump seal's proven performance in marine applications demonstrates its ability to withstand corrosive environments and demanding duty cycles that exceed typical automotive or industrial requirements. Certification approvals from leading industry organizations validate the coolant pump seal's compliance with stringent quality and performance standards, providing customers with confidence in regulatory compliance and insurance coverage. Technical support resources help customers select appropriate coolant pump seal configurations for their specific applications, ensuring optimal performance and reliability. The comprehensive application range supported by this versatile sealing solution reduces customers' need to source multiple sealing products from different suppliers, simplifying procurement and standardizing maintenance procedures across their operations.