water pump seals and bearings
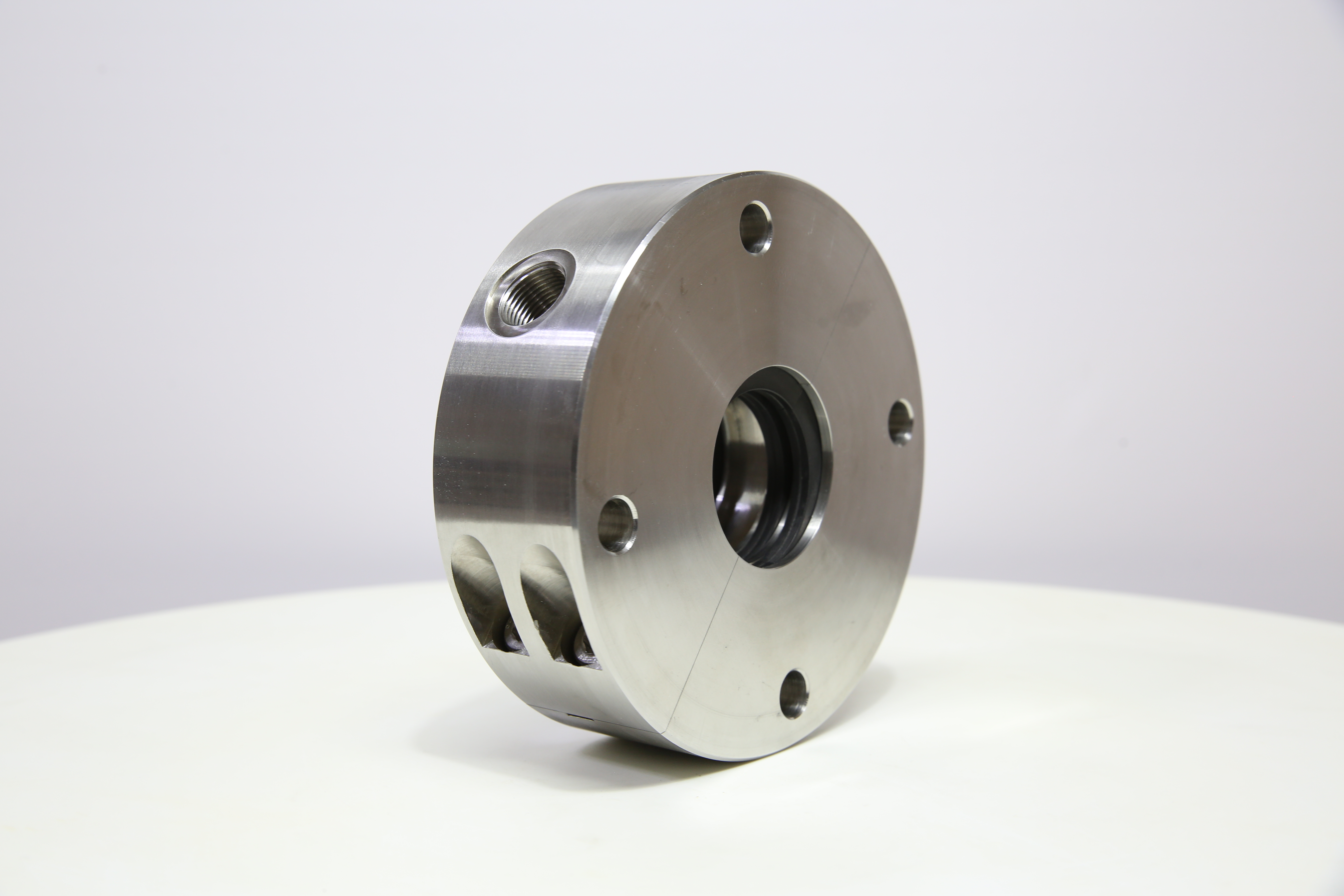
Water pump seals and bearings represent critical components that ensure optimal performance and longevity of water pumping systems across industrial, commercial, and residential applications. These essential elements work in tandem to maintain proper fluid containment while facilitating smooth rotational movement within pump assemblies. The primary function of water pump seals involves preventing fluid leakage from the pump housing, protecting internal mechanisms from contamination, and maintaining system pressure integrity. Meanwhile, water pump bearings support rotating shaft components, reducing friction and enabling efficient power transmission throughout the pumping process. Modern water pump seals and bearings incorporate advanced materials and engineering technologies to withstand demanding operational conditions. High-grade elastomers, ceramic composites, and precision-machined metal alloys form the foundation of contemporary seal designs, offering superior chemical resistance and temperature tolerance. Ball bearings, roller bearings, and sleeve bearings utilize specialized lubricants and surface treatments to minimize wear and extend service intervals. These components find extensive applications in centrifugal pumps, submersible pumps, circulation pumps, and specialized fluid handling equipment. Industrial facilities rely on water pump seals and bearings for cooling systems, process water circulation, and waste management operations. Municipal water treatment plants depend on these components for reliable distribution and filtration processes. Residential and commercial HVAC systems incorporate water pump seals and bearings to ensure consistent heating and cooling performance. Agricultural irrigation systems utilize these components for efficient water delivery across vast farming operations. The technological features of modern water pump seals and bearings include precision manufacturing tolerances, corrosion-resistant coatings, and enhanced sealing geometries that adapt to various operating pressures and temperatures. Advanced bearing designs incorporate sealed configurations that prevent contamination ingress while maintaining optimal lubrication levels. These innovations collectively contribute to reduced maintenance requirements, improved energy efficiency, and extended equipment lifespan across diverse pumping applications.