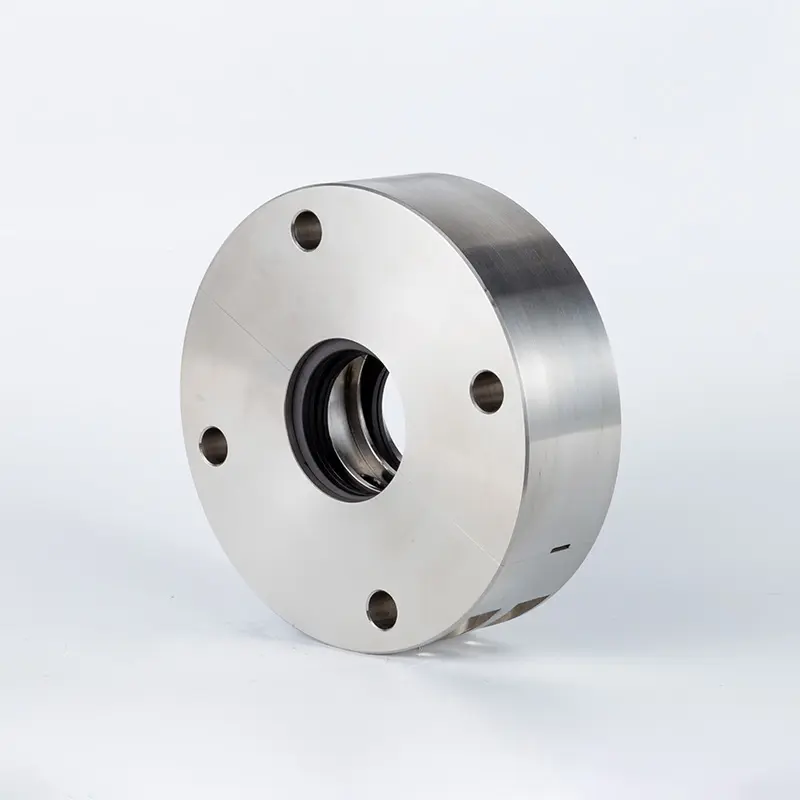
gas pump seal
Gas pump seals represent critical components in fuel dispensing systems, serving as essential barriers that prevent fuel leakage and maintain system integrity across various petroleum handling applications. These specialized sealing solutions are engineered to withstand the harsh conditions present in fuel environments, including exposure to different fuel types, temperature fluctuations, and constant mechanical stress. The gas pump seal functions as a protective interface between moving and stationary components within fuel dispensing equipment, ensuring reliable operation while preventing environmental contamination and safety hazards. Modern gas pump seal technology incorporates advanced materials science to deliver superior performance characteristics that exceed traditional sealing methods. These seals are manufactured using chemically resistant elastomers and synthetic compounds specifically formulated to resist fuel degradation, swelling, and hardening over extended operational periods. The primary function of a gas pump seal involves creating an impermeable barrier that maintains pressure differentials while accommodating mechanical movement within the dispensing mechanism. Advanced manufacturing processes ensure precise tolerances and consistent quality across production batches, enabling reliable performance in demanding operational environments. Gas pump seal applications span multiple industries including automotive service stations, marine fueling facilities, aviation refueling systems, and industrial fuel management installations. The technological sophistication of these seals reflects decades of engineering innovation focused on addressing the unique challenges presented by petroleum product handling. Environmental protection remains a paramount consideration in gas pump seal design, with modern variants featuring enhanced resistance to fuel additives, biofuels, and alternative energy sources. Installation versatility allows gas pump seal integration into both new equipment designs and retrofit applications for existing fuel dispensing infrastructure.