pump seal flush
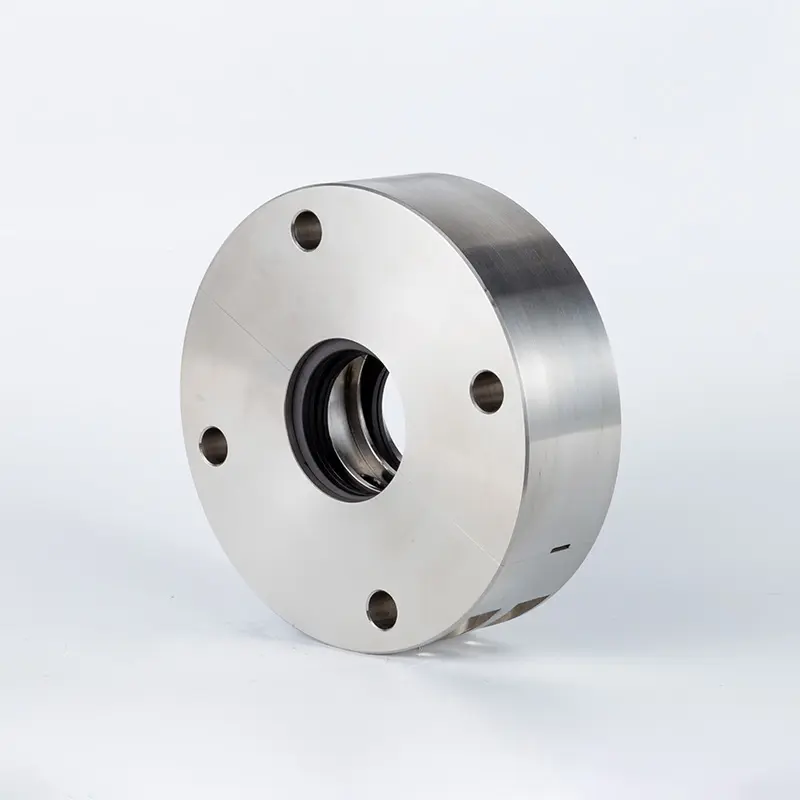
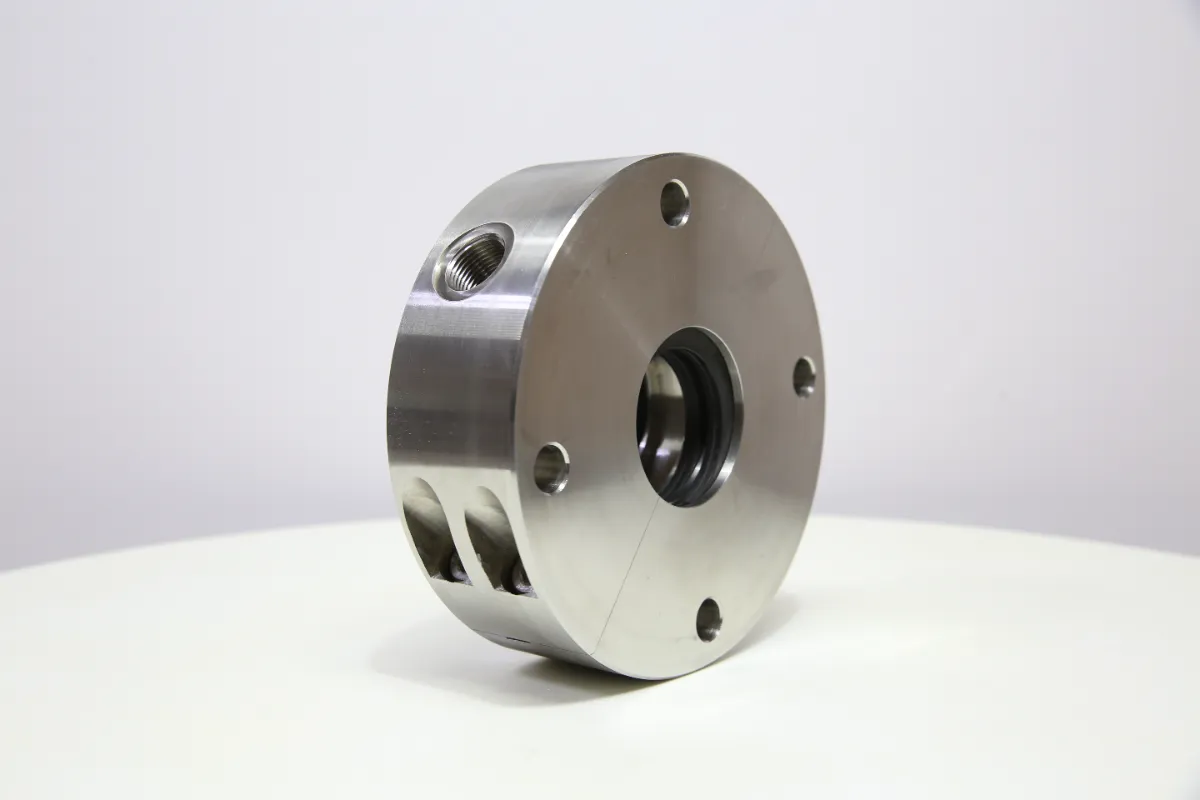
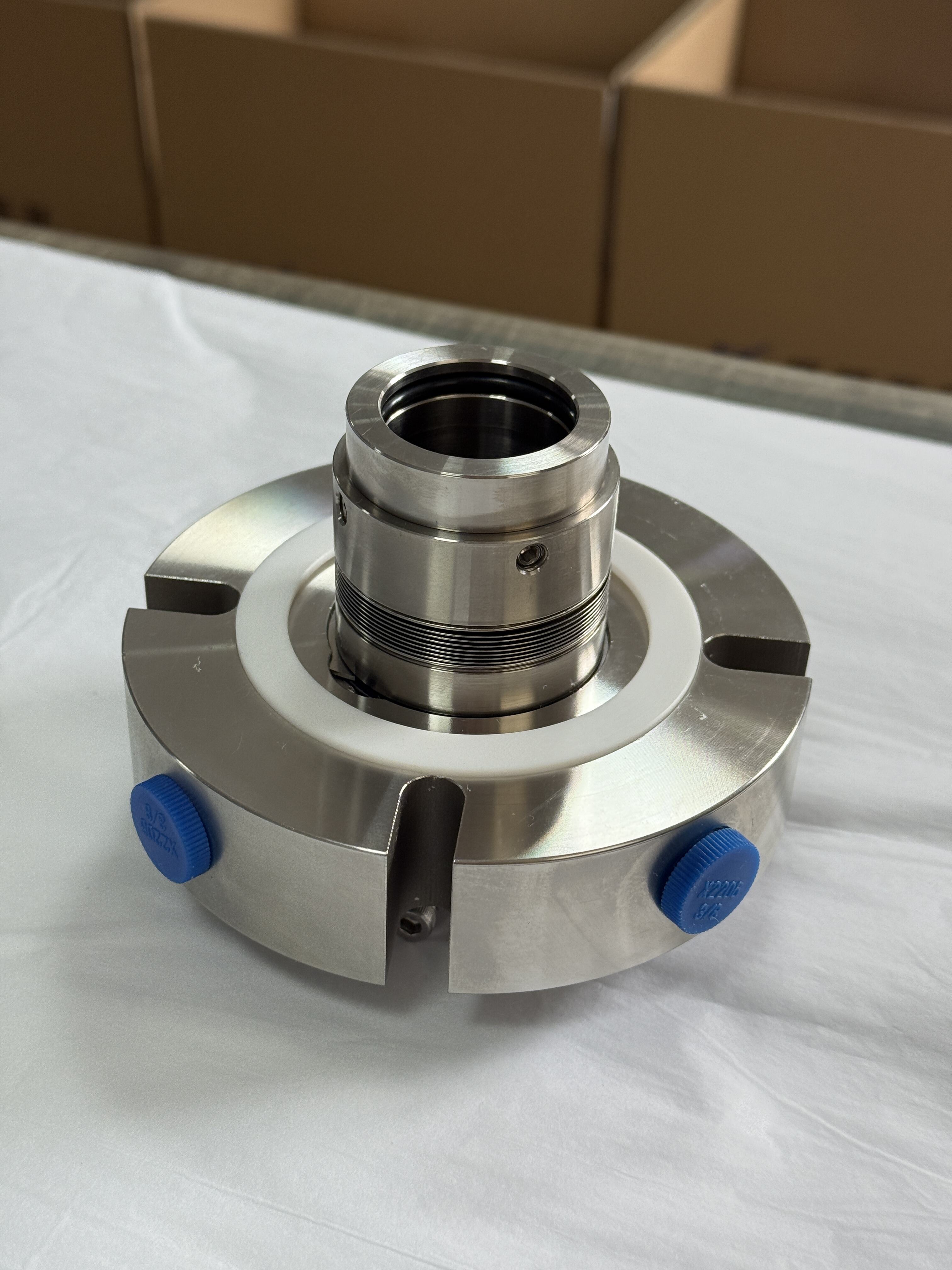
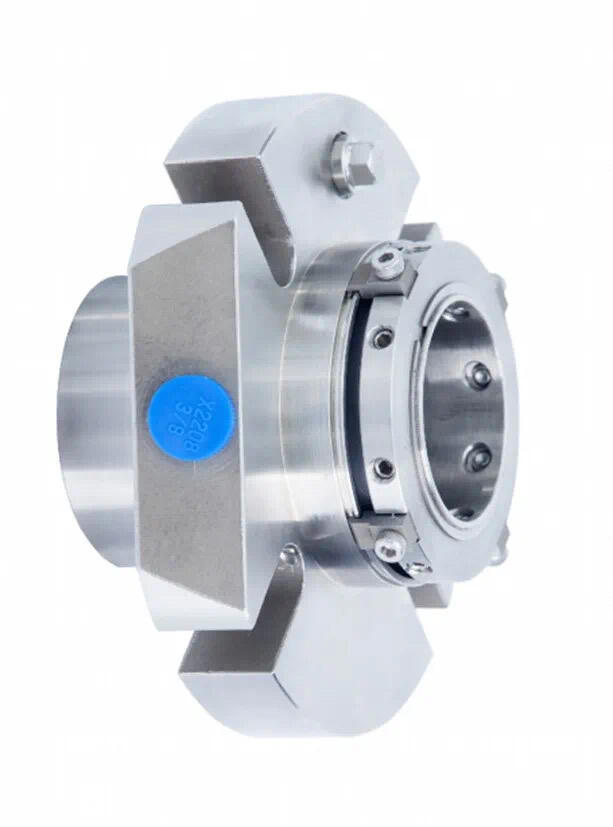
Pump seal flush systems represent a critical component in modern industrial pumping operations, designed to maintain optimal performance and extend equipment lifespan. A pump seal flush is a specially engineered system that circulates clean fluid to the mechanical seal area of centrifugal pumps, providing essential lubrication, cooling, and contamination prevention. This technology plays a vital role in ensuring reliable pump operation across diverse industrial applications. The primary function of a pump seal flush involves delivering a controlled flow of clean fluid, typically the same as the pumped medium or a compatible alternative, directly to the seal faces. This continuous circulation creates a barrier between the mechanical seal and potentially harmful contaminants, while simultaneously removing heat generated by friction during normal operation. The technological features of pump seal flush systems include precision flow control mechanisms, pressure regulation components, and filtration elements that work together to maintain optimal seal chamber conditions. Modern pump seal flush systems incorporate advanced materials and design elements that resist corrosion, handle temperature variations, and provide consistent performance under challenging operating conditions. These systems are commonly applied in chemical processing, petroleum refining, water treatment, food and beverage production, pharmaceutical manufacturing, and power generation facilities. The pump seal flush technology is particularly valuable in applications involving abrasive fluids, high temperatures, or corrosive media where standard sealing arrangements would experience premature failure. By maintaining clean fluid circulation around mechanical seals, these systems significantly reduce maintenance requirements and prevent costly equipment downtime. The implementation of pump seal flush systems demonstrates a proactive approach to equipment protection, offering long-term operational benefits that justify the initial investment through improved reliability and reduced total cost of ownership.