pump seal types
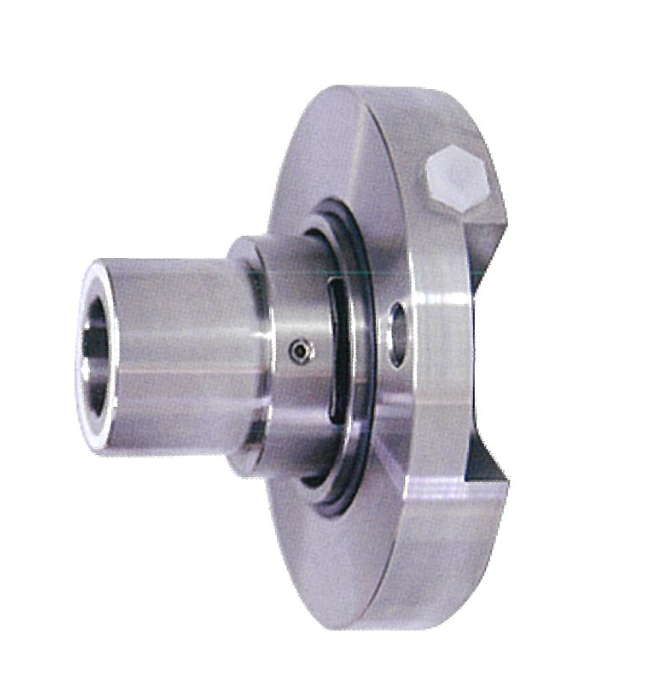
Pump seal types represent critical components in fluid handling systems, designed to prevent leakage between rotating and stationary parts while maintaining optimal performance across diverse industrial applications. These essential elements serve multiple functions including containing process fluids, excluding contaminants, and ensuring operational safety in pumping equipment. Modern pump seal types encompass mechanical seals, packing seals, lip seals, and magnetic drive systems, each engineered to address specific operational requirements and environmental conditions. The primary function of pump seal types involves creating a barrier that prevents fluid escape while accommodating shaft rotation and potential misalignment. Advanced pump seal types incorporate sophisticated materials such as silicon carbide, tungsten carbide, and specialized elastomers that provide enhanced durability and chemical resistance. Technological features of contemporary pump seal types include self-lubricating capabilities, temperature compensation mechanisms, and wear-resistant surfaces that extend service life significantly. These pump seal types utilize precision manufacturing techniques to achieve tight tolerances, ensuring reliable sealing performance under varying pressure and temperature conditions. Applications for pump seal types span numerous industries including chemical processing, water treatment, oil and gas, pharmaceutical manufacturing, and food processing operations. Each application demands specific pump seal types optimized for particular fluid characteristics, operating pressures, and environmental factors. The selection of appropriate pump seal types depends on factors such as fluid compatibility, temperature ranges, pressure requirements, and maintenance accessibility. Modern pump seal types also feature modular designs that facilitate quick replacement and reduce downtime during maintenance operations. Innovation in pump seal types continues to focus on improving reliability, reducing environmental impact, and enhancing overall system efficiency while maintaining cost-effectiveness for end users across various industrial sectors.