hq seals mechanical seals
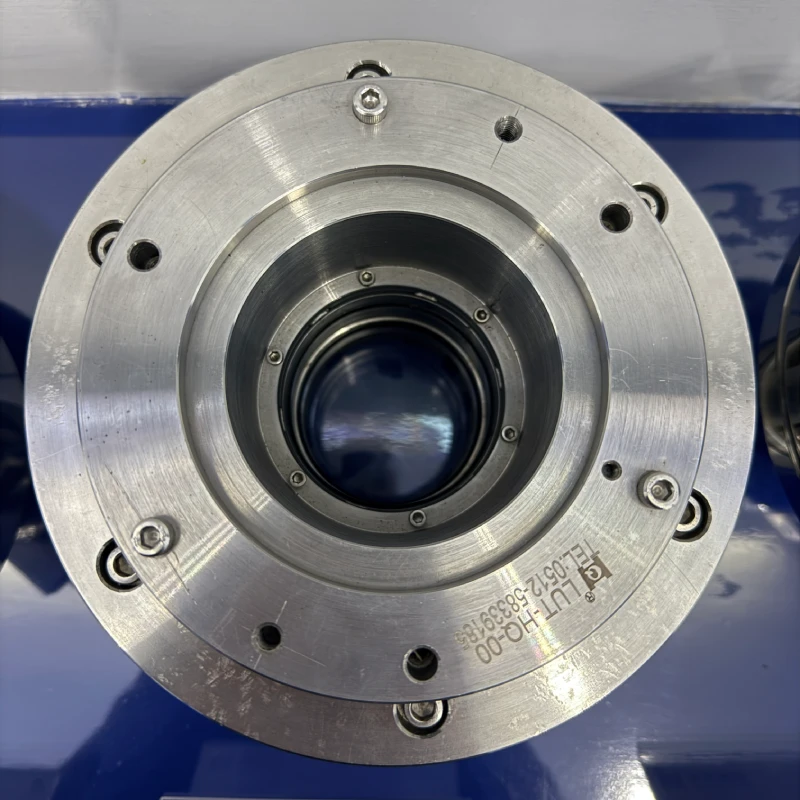
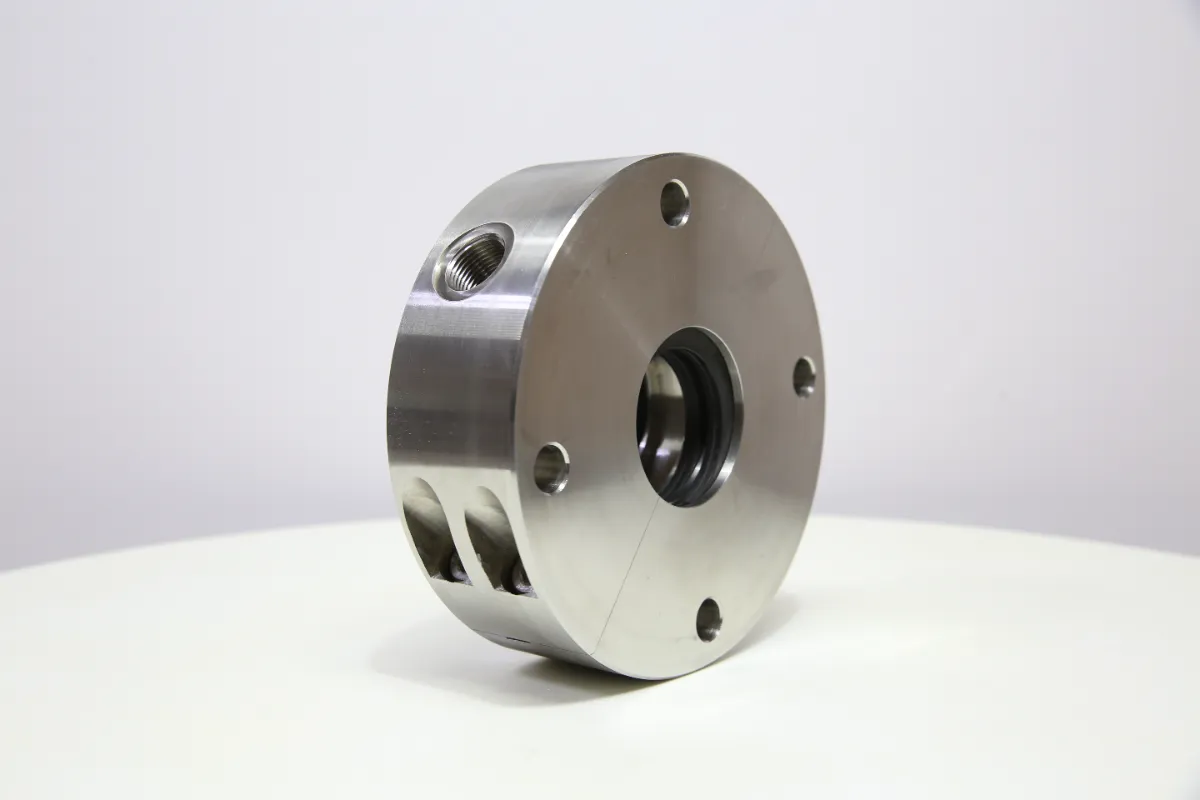
HQ seals mechanical seals represent a pinnacle of engineering excellence in fluid containment technology, designed to prevent leakage between rotating and stationary components in industrial machinery. These sophisticated sealing systems serve as critical barriers that maintain operational integrity across diverse industrial applications. The primary function of HQ seals mechanical seals centers on creating a dynamic seal between rotating shafts and stationary housings, effectively containing pressurized fluids while accommodating rotational movement. This fundamental capability makes them indispensable components in pumps, compressors, mixers, and various rotating equipment where fluid containment is paramount. The technological foundation of HQ seals mechanical seals incorporates advanced materials science and precision manufacturing techniques. These seals feature carefully engineered seal faces manufactured from premium materials such as silicon carbide, tungsten carbide, and specialized ceramics that deliver exceptional wear resistance and thermal stability. The seal face geometry undergoes precise machining to achieve optimal flatness and surface finish, ensuring consistent contact pressure and minimal friction during operation. Secondary sealing elements, including O-rings and gaskets, utilize high-performance elastomers selected for chemical compatibility and temperature resistance. The spring-loaded design maintains constant face contact pressure, compensating for thermal expansion and wear throughout the seal's operational life. HQ seals mechanical seals find extensive applications across numerous industries including chemical processing, oil and gas, water treatment, pharmaceutical manufacturing, and power generation. In chemical plants, these seals handle corrosive media and extreme temperatures while maintaining zero-emission standards. Petroleum refineries rely on HQ seals mechanical seals for critical pumping applications involving hydrocarbons and aggressive chemicals. Water treatment facilities utilize these seals in high-pressure pumps and filtration systems where reliability directly impacts public health and environmental protection. The pharmaceutical industry depends on HQ seals mechanical seals for sterile processing equipment where contamination prevention is absolutely critical. Power plants employ these seals in cooling water systems, boiler feed pumps, and various auxiliary equipment where operational reliability affects overall plant efficiency and safety.