Premium mechanical seal solutions
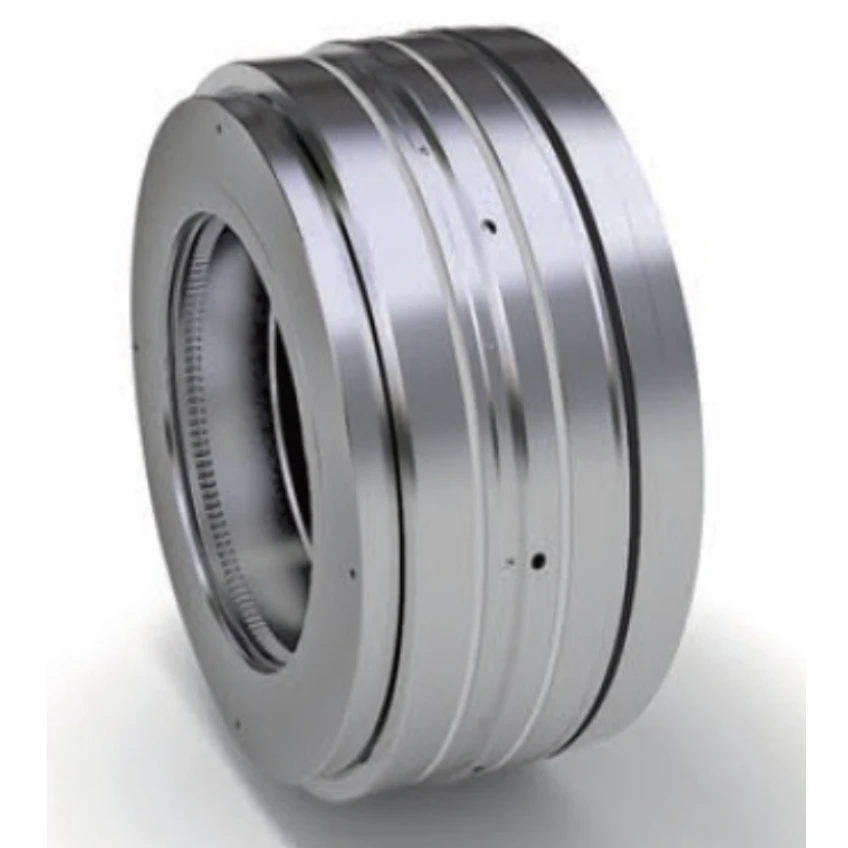
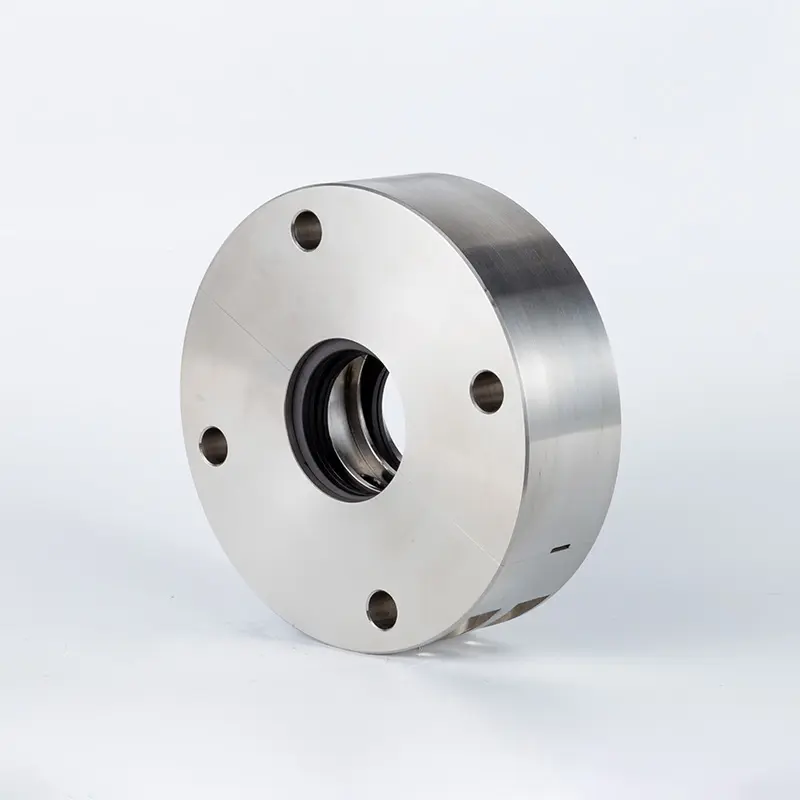
Premium mechanical seal solutions represent cutting-edge sealing technology designed to prevent fluid leakage in rotating equipment across various industrial applications. These sophisticated sealing systems serve as critical components that maintain the integrity of pumps, compressors, mixers, and other rotating machinery by creating a dynamic barrier between moving and stationary parts. The primary function of Premium mechanical seal solutions involves containing process fluids within equipment while preventing contamination from external sources, ensuring operational efficiency and environmental compliance. These advanced sealing mechanisms consist of precisely engineered components including rotating faces, stationary faces, secondary sealing elements, and spring systems that work together to maintain optimal sealing performance. The technological features of Premium mechanical seal solutions incorporate state-of-the-art materials such as silicon carbide, tungsten carbide, and advanced ceramics that provide superior wear resistance and chemical compatibility. Modern manufacturing techniques ensure dimensional precision and surface finish quality that enables these seals to operate effectively under extreme conditions including high temperatures, aggressive chemicals, and varying pressure differentials. Premium mechanical seal solutions utilize innovative design concepts such as balanced configurations, dual seal arrangements, and specialized face geometries that optimize performance while extending service life. The applications for these sealing systems span numerous industries including chemical processing, pharmaceutical manufacturing, oil and gas production, water treatment facilities, and food processing operations. In chemical plants, Premium mechanical seal solutions handle corrosive media while maintaining zero-emission requirements. Pharmaceutical applications demand these seals for their ability to prevent product contamination while meeting strict regulatory standards. Oil and gas operations rely on Premium mechanical seal solutions for their capability to handle hydrocarbon fluids under high pressure conditions. Water treatment facilities utilize these sealing systems to ensure reliable operation in municipal and industrial applications where equipment uptime is crucial for continuous service delivery.