Water Pump Seal
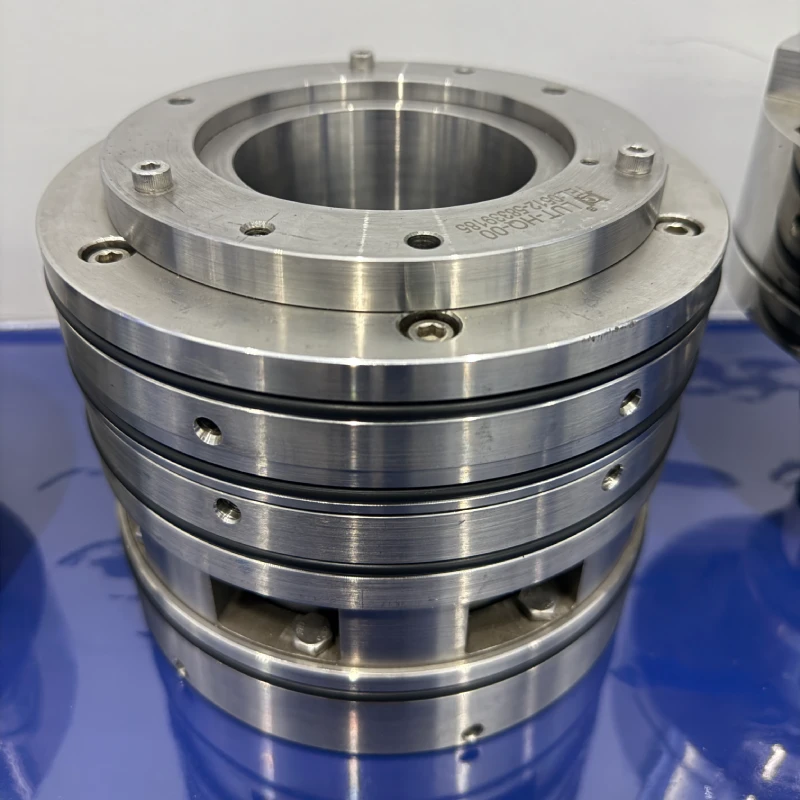
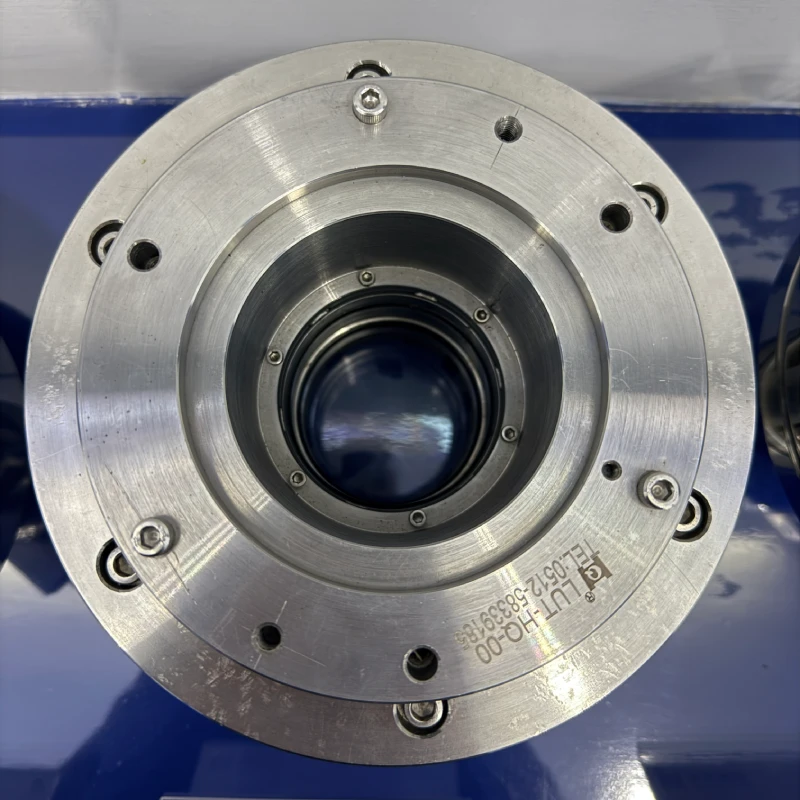
A Water Pump Seal represents a critical component in automotive cooling systems, designed to prevent coolant leakage while maintaining optimal engine temperature regulation. This essential sealing mechanism operates at the junction between the water pump housing and the rotating impeller shaft, creating a barrier that prevents coolant from escaping the system while allowing smooth rotational movement. The Water Pump Seal typically consists of multiple elements including a ceramic or carbon face, a rubber bellows, a spring mechanism, and various gaskets that work together to ensure reliable performance under demanding conditions. Modern Water Pump Seal designs incorporate advanced materials and engineering techniques to withstand extreme temperatures, chemical exposure, and constant mechanical stress. The seal must maintain integrity across a wide temperature range, from freezing conditions during winter startup to operating temperatures exceeding 200 degrees Fahrenheit. Technologically, the Water Pump Seal utilizes mechanical face seal principles, where two precisely machined surfaces create a tight seal through controlled pressure and surface tension. The spring-loaded design ensures consistent contact pressure between sealing surfaces, compensating for wear and thermal expansion. Applications for Water Pump Seal technology extend across various automotive platforms including passenger vehicles, commercial trucks, marine engines, and industrial equipment. The seal plays a vital role in preventing costly engine damage caused by coolant loss, overheating, or contamination. Quality Water Pump Seal installations contribute significantly to engine longevity, fuel efficiency, and overall vehicle reliability. Manufacturing processes for these seals involve precision machining, specialized material selection, and rigorous quality testing to ensure consistent performance standards. The Water Pump Seal market continues evolving with enhanced materials like silicon carbide faces and improved rubber compounds that offer superior durability and chemical resistance compared to traditional designs.