Mechanical Seals for Food and Beverage
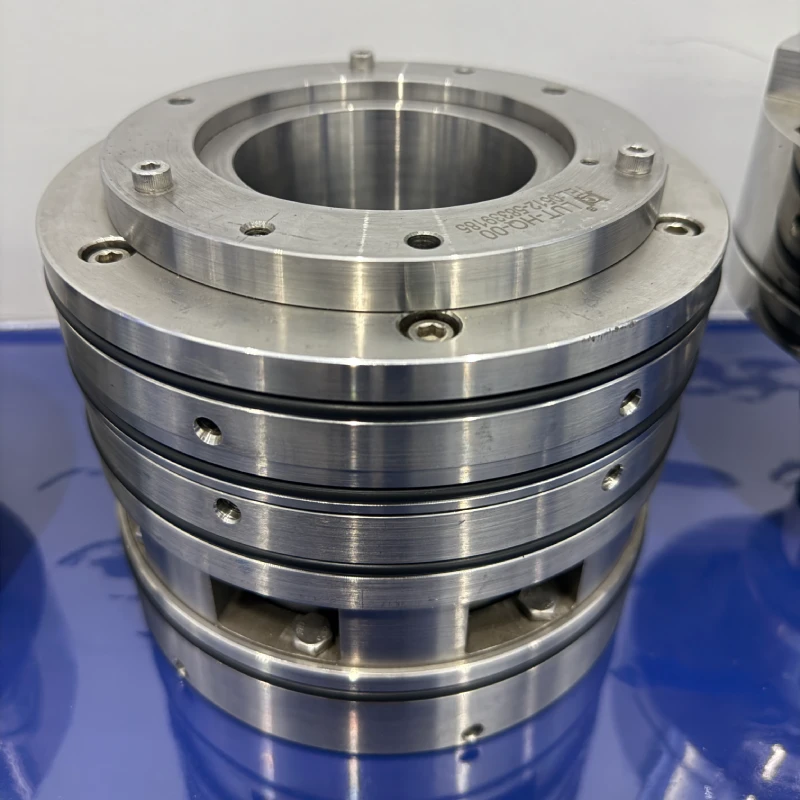
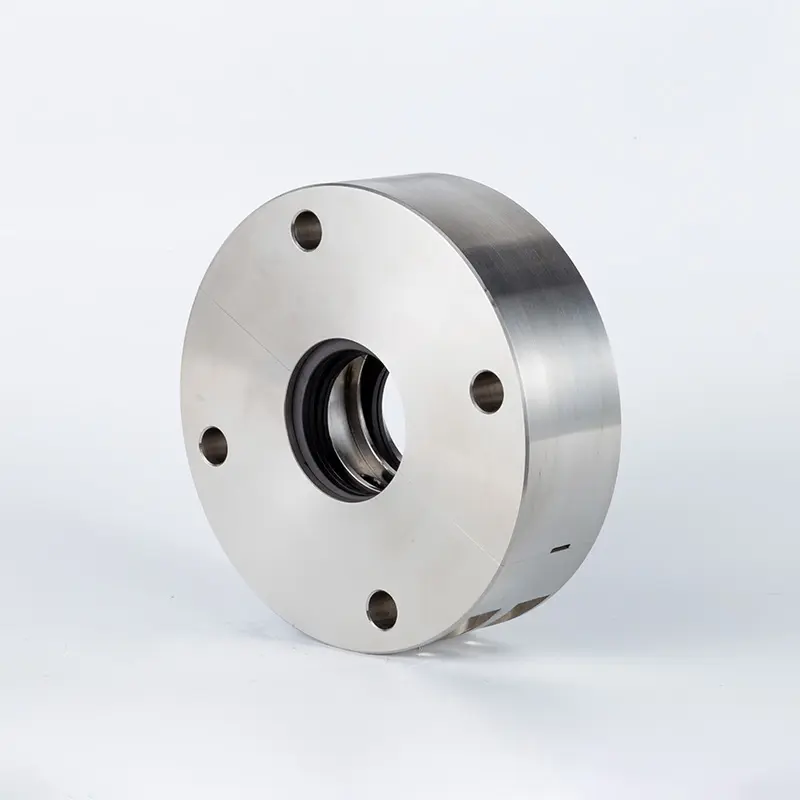
Mechanical Seals for Food and Beverage represent a critical component in maintaining the integrity and safety of processing equipment across the food manufacturing industry. These specialized sealing solutions are engineered to prevent contamination while ensuring optimal performance in demanding operational environments. The primary function of Mechanical Seals for Food and Beverage involves creating a barrier between rotating and stationary components, effectively preventing the ingress of contaminants and the egress of process fluids. This dual protection mechanism is essential for maintaining product quality and meeting stringent regulatory requirements. The technological features of these seals incorporate advanced materials that resist chemical degradation, temperature fluctuations, and mechanical wear. Food-grade elastomers, stainless steel components, and specialized surface treatments ensure compatibility with various food products and cleaning protocols. The design philosophy emphasizes easy disassembly and reassembly, facilitating thorough cleaning and sanitization procedures. Applications span across diverse sectors including dairy processing, beverage production, pharmaceutical manufacturing, and general food processing operations. In dairy facilities, Mechanical Seals for Food and Beverage protect pumps handling milk, cream, and other dairy products from bacterial contamination. Beverage manufacturers rely on these seals to maintain the purity of juices, soft drinks, and alcoholic beverages throughout production cycles. The seals feature smooth surfaces that minimize bacterial adhesion and support comprehensive cleaning-in-place protocols. Advanced face geometries and balanced designs reduce friction and heat generation, extending service life while maintaining seal integrity. The technological innovation includes multiple barrier systems, temperature monitoring capabilities, and leak detection features that provide early warning of potential seal compromise. These Mechanical Seals for Food and Beverage are specifically designed to handle the aggressive cleaning chemicals used in food processing, including caustic solutions, acids, and high-temperature steam sterilization procedures.