Mechanical Seals for Chemical Industry Supplier
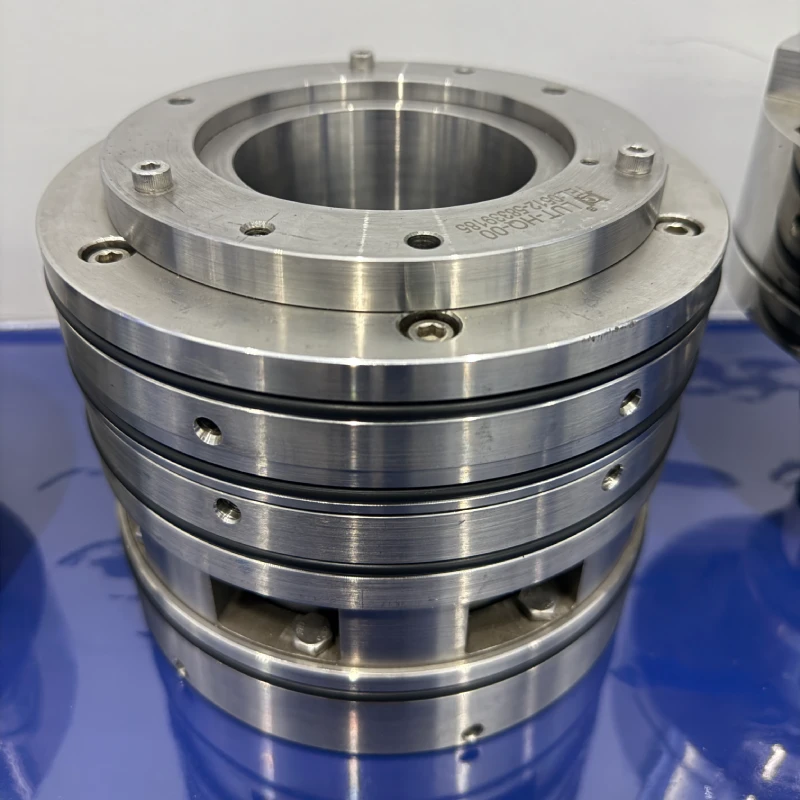
A Mechanical Seals for Chemical Industry Supplier serves as a critical partner in providing specialized sealing solutions designed to withstand the demanding conditions found in chemical processing environments. These suppliers offer comprehensive sealing systems that prevent leakage of hazardous chemicals, corrosive substances, and volatile compounds while maintaining operational efficiency. The primary function of these mechanical seals centers on creating a reliable barrier between rotating and stationary components in pumps, mixers, reactors, and other chemical processing equipment. The technological features of modern mechanical seals include advanced materials such as silicon carbide, tungsten carbide, and specialized elastomers that resist chemical degradation. These seals incorporate precision-engineered faces that maintain contact under varying pressure and temperature conditions. The supplier typically provides cartridge-style seals, component seals, and custom-designed solutions tailored to specific chemical applications. Advanced face materials and coatings ensure compatibility with acids, bases, solvents, and other aggressive chemicals. The sealing systems feature secondary containment options, including tandem and double seal arrangements that provide additional safety layers. Applications span across pharmaceutical manufacturing, petrochemical refineries, specialty chemical production, water treatment facilities, and fine chemical synthesis operations. The Mechanical Seals for Chemical Industry Supplier ensures that each sealing solution meets stringent industry standards including API 682, ISO 21049, and various safety regulations. These suppliers maintain extensive inventory systems to provide rapid delivery of critical sealing components, minimizing plant downtime. Their engineering teams collaborate with chemical processors to develop application-specific solutions that optimize seal performance while reducing maintenance requirements. The supplier network includes global distribution capabilities, technical support services, and field service programs that ensure continuous operation of chemical processing facilities worldwide.