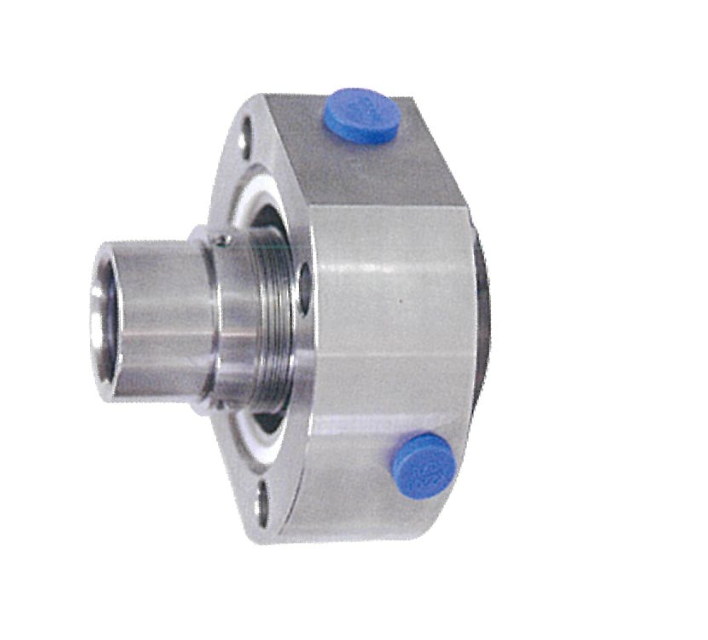



Sifat kafolati
Bizning FDA tomonidan tasdiqlangan mekhanik murakkablarimiz har bir ishlab chiqarish fazasida shiddatli sifat tekshiruvlaridan o'tadi. Ushbu muayyan tekshiruv va sanoat standartlariga muvofiq bo'lish bizning mahsulotlarimiz optimal ishlash va ishonchli bo'lishini ta'minlaydi, bu esa mijozlarimiz uchun to'xtash va tuzatish xarajatlarni kamaytiradi.